Томасовский процесс. Томасовская сталь |
22/11/2016 11:27am
\\ Статьи
22/11/2016 11:27am

Томасовский процесс. Томасовская сталь
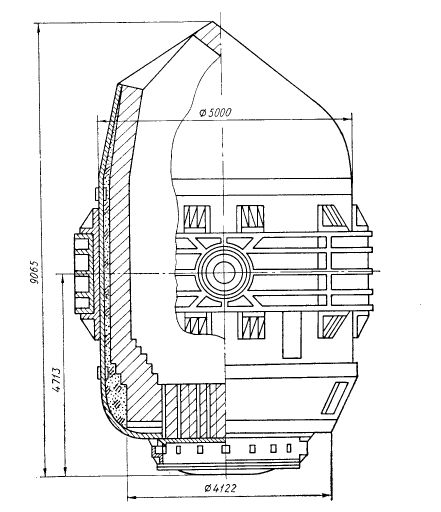
Успешная дефосфорация (очищение от фосфора) металла происходит в условиях увеличенного содержания оксида железа и основности шлака, когда избытки окиси кальция в шлаке позволяют обеспечить получение прочных фосфатов. При наличии основной футеровки, о которой шла речь выше, и за счет присадок извести можно получить достаточную основность. Применение данного процесса быстро набрало популярность в Европе в конце 70-х – начале 80-х годов 19 столетия, особенно в странах, располагающих богатыми запасами фосфористой железной руды. Однако со временем успешное внедрение передела высокофосфористых чугунов в кислородных конвертерах уменьшило объемы металла, обработанного томасовским методом. У бессемеровских конвертеров, как говорилось в предыдущей статье, в большинстве случаев приставные днища, а отверстия сопел выполнены в шамотовых фурмах, которые вставляются в гнезда динасовых днищ. Что же касается томасовских конвертеров, то их конические доломитовые днища не имеют фурм, а сопла располагаются в самом их теле. У томасовского конвертера толщина футеровки стен и днища в 1,5-2 раза больше, чем в бессемеровском. Это объясняется большим количеством шлака, которое образуется в первом случае, из-за чего футеровка быстрее изнашивается. Данный конвертер также имеет отличные от бессемеровского площадь поперечного сечения и отношение их внутреннего объема и объема жидкого чугуна.
Томасовский процесс производства включает в себя такие этапы:
В первом периоде происходит окисление незначительного количества фосфора. Это объясняется высокой вязкостью шлака и маленькой активностью оксидов кальция, а также тем, что ещё не произошло растворение извести в шлаке и она циркулирует в ванне в форме больших кусков с небольшой удельной поверхностью. Во время второго периода продувки для окисления углерода имеются благоприятные условия из-за повышенной температуры металла. Низкого содержания марганца и отсутствия кремния. На окисление углерода тратится не только весь поступающий в ванну кислород, но и некоторая часть закиси железа, ранее накопившейся в шлаке. Как подтверждение этого – уменьшение оксидов железа по ходу продувки. В третьем периоде одновременно окисляются фосфор и железо, которое в виде оксидов поступает из области дутья в шлак. Такое резкое увеличение оксидов железа, обусловленное низким содержанием углерода, приводит к активному растворению извести в шлаке и росту a(CaO). Для ранней дефосфорации металла обязательно необходимо осуществить вдувание в металл порошкообразной извести или ввести в агрегат, специально изготовленный жидкий известково-железистый шлак. Это относят к недостаткам томасирования. В конце процесса продувки в металле всегда содержит маленькое количество углерода (менее 0,04%) , большое количество азота (больше 0,02%) и кислорода (больше 0,08%). Содержание марганца снижается где-то до 0,1%, что является близким к условиям равновесия реакции его окисления, которая протекает на границе металл-шлак. Нагрева, достигнутого в конце процесса продувки, хватает для нормальной разливки металла. Сталь, полученная томасовских методом – малоуглеродистая. Если требуется получить сталь с концентрацией углерода 0,1% или больше, то раскисление проводится вместе с науглероживанием металла. Томасовский металл не следует раскислять в присутствии шлака, поскольку удаленный фосфор может обратно перейти из шлака в металл (данный процесс называется рефосфорация). Отличительной чертой томасовской стали от бессемеровской является большее количество неметаллических включений, кислорода и азота, большая хрупкость и склонность к старению. Это связано с тем, что при томасировании дефосфорация протекает при низкой концентрации углерода в металле. Когда содержание углерода незначительно, активно растет содержание кислорода. А также, в результате маленькой в это время скорости выгорания углерода, азот поглощается металлом из воздуха более интенсивно, чем удаление его пузырями окиси углерода (угарного газа), из-за чего увеличивается содержание азота в стали. Практика показала, что оптимальным и самым эффективным способом повышения качества томасовской стали является использование для продувки ванные смесей кислорода с другими газами или чистого кислорода. Производительность томасовского цеха с четырьмя 25-т конвертерами равна примерно 0,5 млн.т. за год, а с четырьмя 40–т конвертерами – 1,5 млн. т за год. Переход на дутье, обогащенное кислородом до 30%, позволяет обеспечить увеличение производительности труда на 15-20%, а выход годных слитков составляет 85-88 % к массе чугуна.
В.И. Баптизманский, М.Я. Меджибожский, В.Б. Охотский "Конвертерные процессы производства стали" ПрезентацияКонтакты
КонтактыНАШІ КОНТАКТИ: м. Дніпро ISSN 20760507 Керівник проекту - Гриньов Володимир Анатолійович Партнеры |
|