Технологические смазки для деформирующего протягивания деталей из титана |
24/04/2014 11:14am
\\ Статьи
24/04/2014 11:14am

В статье представлены результаты разработки технологических смазок для деформирующего протягивания и волочения труб из титановых сплавов. Определены их триботехнические характеристики, и граничные условия применения. Сформулированы технологические рекомендации для их использования. УДК.621.919
Пащенко Е.А. (Paschenko Ye. A.) - доктор технических наук, заведующий отделом «Физико-химии и технологии композиционных абразивных материалов, разработки и применения инструментов из них» Института сверхтвердых материалов им. В.Н. Бакуля НАН Украины, г. Киев, Украина.
Ростоцкий И.Ю. (Rostotskii I.Y.) - младший научный сотрудник отдела «Перспективных ресурсосберигающих технологий мехнанической обработки» Института сверхтвердых материалов им. В.Н. Бакуля НАН Украины, г. Киев, Украина.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
F1 = Q1·cosα - P1·sinα F2 = Q2·cosα - P2·sinα |
(1) |
где F1, Q1, P1 - сила трения, осевая сила протягивания и радиальная сила соответственно при обработке со смазкой на основе дисульфида молибдена [2]; F2, Q2 и P2 - сила трения, осевая сила протягивания и радиальная сила соответственно при обработке с испытываемой смазки.
Из условия равенства радиальных сил P1 = Р2 с учетом (1, 2) удельная сила трения:
F1 = F1 + ( Q2 - Q1)·cosα |
(3) |
Результаты экспериментов и их обсуждение
Жидкие технологические смазки для деформирующего протягивания деталей из титановых сплавов.
Титану свойственна высокая химическая активность, поэтому на воздухе или в другой среде, содержащей свободный кислород на его поверхности формируется тонкая вязкая пленка окислов ТіО2. Отмечается, что пленки на титане возникают при доступе к поверхности воды, даже если ее очень мало и она присутствует в виде паров. Окисел, образующийся на обработанной поверхности титана при комнатной или несколько более высокой температуре, был идентифицирован с рутилом (тетрагональной модификацией двуокиси титана). Кроме рутила, в обычных условиях, диоксид титана может иметь ромбическую модификацию – брукит, и тетрагональную – атаназ, т.е. окисленная поверхность титана неоднородна. При температурах выше 400ºС все модификации диоксида превращаются в рутил. Помимо диоксида на поверхности остается значительное количество анионных примесей, оказывающих значительное влияние на химию поверхности.
Именно, наличием этой пленки объясняется низкая химическая активность поверхности титана, т.е. отсутствие химического взаимодействия с компонентами смазочной среды при обычных температурах. При нанесении смазки имеет место физическая адсорбция. При адсорбции на полиморфных веществах типа диоксида титана может сказываться влияние различных кристаллических плоскостей и граней с различными адсорбционными характеристиками.
Основным требованием к смазке для обработки титановых сплавов является ее способность противостоять высоким давлениям без разрушения смазочной пленки. В наших исследованиях было испытано более 120 различных по составу смазочных композиций.
Они включали компоненты, обеспечивающие высокие смазочные и адгезионные свойства, вязкостные, антиокислительные и другие присадки.
Смазки готовились на основе углеводородных фракций с кинематической вязкостью при 20°С - 1-10 мм2/с, содержали хлорпарафины от 10 до 50% и фосфоросодержащие присадки типа трибутилфосфата. В качестве растворителей использовались дихлорэтан, хлороформ, перхлорэтилен и др.
В качестве загустителя использовали полиизобутилен различной молекулярной массы от 400 до 6000 ед., полипропиленгликоль с молекулярным весом 400-1500 ед., синтетические каучуки, высокомолекулярные углеводороды продукты растительного происхождения. Концентрация загустителя в композициях смазок составляла от 5 до 20%. Кроме того, в состав смазок вводились вещества, которые обеспечивали ей высокие адгезионные свойства по отношению к титановой поверхности: осерненные жиры, амидоефирные смеси и др.
При этом использовали несколько способов нанесения смазок на поверхность титановых заготовок:
- наносили один слой смазки, выдерживали заданное время;
- наносили двойной слой смазки, т.е. использовали жидкую низковязкую смазку, а затем высоковязкую, содержащую те же компоненты и загуститель;
- наносили смазки на нагретую деталь;
- наносили нагретую смазку;
- предварительно подготавливали поверхность заготовки механическим путем (обеспечение необходимой шероховатости);
- предварительно подготавливали поверхность химическим путем для создания адгезионного слоя между смазкой и обрабатываемой поверхностью.
При нанесении одного слоя смазки с выдержкой заданного времени лучше других показал себя состав на основе таллового масла, частично омыленного гидроксидом калия с добавкой оксиэтиллированных высших жирных кислот, аминокалиевых мыл кислот растительных масел, сложных эфиров спиртов и аминоспиртов кислот растительных масел. Схватывание при испытаниях по первой методике наступило лишь при усилии прижима Ру = 200 Н. Однако при протягивании признаки схватывания на инструменте наблюдались уже после первого цикла деформирования при контактном давлении 0,8 ГПа. Учитывая уровень нормальных контактных напряжений, имеющих место в реальном процессе деформирующего протягивания, данная смазочная композиция не может быть рекомендована для обработки титановых сплавов.
В случае нанесения двойного слоя смазки наилучшие экранирующие свойства, при испытании по первой методике (схватывание при Ру = 250 Н.), показала себя двухслойная смазочная композиция, когда на поверхность титана сначала наносили слой низковязкой смазки высокой поверхностной активности и проникающей способности (на основе метиловых эфиров жирных кислот растительных масел), содержащей около 30% активных присадок (сульфитал, трибутилфосфат и др), задачей которой являлось создание промежуточной прослойки между поверхностью титана и вторым слоем консистентной смазки содержащей высоковязкие углеводороды, эфиры высших жирных кислот и аминоспиртов, смешанные соли борной кислоты и канифоли. Однако испытания деформирующим протягиванием показали, что данная композиция также не обладает достаточной экранирующей способностью. Схватывание наблюдалось уже на 2-м цикле деформирования при контактном давлении 1,0 ГПа.
Для создания адгезионного слоя между смазкой и поверхностью детали применяли химическую подготовку поверхности титанового сплава окунанием (с подогревом и без) в водные растворы кислот ( лимонной, муравьиной, щавелевой, соляной и др) с добавками поверхностно-активных веществ (ПАВ), а также в высококонцентрированные щелочные растворы с активными добавками с последующим нанесением смазки. Лучшие результаты получились при использовании в качестве ПАВ состава RODEL R11.
С ПАВ было испытано более 60 составов. Лучше других показали образцы технологических смазок на основе углеводородных фракций, хлороформа, дихлорэтана, перхлорэтилена, также во всех составах использовались хлорпарафины в пропорции 10-50% от общей массы смазки при использовании коллоидного графита в качестве наполнителя. В состав образцов смазки также вводили амидоефировие смеси и осерененные жиры.
При испытании образцов смазки данного состава по схеме выглаживания схватывания не наблюдалось, при нагрузке Ру = 300 Н.
При испытании по схеме деформирующего протягивания при обработке втулок с из ВТ1-0 с отверстием Ø 19 мм и стенкой 11 мм схватывания имело место на втором проходе при контактном давлении 1,5 ГПа. При толщине стенки 2 мм и контактном давлении 0,7 ГПа схватывание произошло на 8-м цикле. Необходимо, однако, отметить, что повторить полученный результат не удалось.
Таким образом, исследованные составы жидких смазок не могут быть рекомендованы к применению при обработке титановых сплавов методами ХПД, в которых имеет место контактное трение при высоких нормальных контактных напряжениях, однако полученные результаты могут быть полезными в дальнейших исследованиях.
Твердые технологические смазки на основе полимерных композитов для деформирующего протягивания деталей из титановых сплавов.
В табл.1 приведены составы исследованных смазочных композиций. Применение
Табл. 1 |
|||
|
Состав |
Основа |
Наполнитель |
Отвердитель |
|
1.1 |
Диановая эпоксидная смола 75% |
Политриазин |
Изометилтетрагидрофталевый ангидрид |
|
1.2 |
Диановая эпоксидная смола 50% |
алюмосиликатный минерал, 50%. |
Изометилтетрагидрофталевый ангидрид |
|
1.3 |
Диановая эпоксидная смола 50% |
мочевиноформальдегидня смола и алюмосиликатный минерал 50%. |
Изометилтетрагидрофталевый ангидрид |
|
2.1 |
Эпоксифенольная смола 85% |
АСМ 3/2 15%. |
Изометилтетрагидрофталевый ангидрид |
|
2.2 |
Эпоксифенольная смола 70% |
АСМ 3/2 15%; |
Изометилтетрагидрофталевый ангидрид |
|
2.3 |
Эпоксифенольная смола 65% |
графит 15%; |
Изометилтетрагидрофталевый ангидрид |
|
2.4 |
Эпоксифенольная смола 65% |
Дисульфид молибдена 15%; |
Изометилтетрагидрофталевый ангидрид |
|
3.1 |
Диановая эпоксидная смола, модифицированная малеиновым ангидридом 80% |
Олеат меди 20%. |
Изометилтетрагидрофталевый ангидрид |
|
3.2 |
Диановая эпоксидная смола, модифицированная малеиновым ангидридом 80% |
Стеарат кальция 20%. |
Изометилтетрагидрофталевый ангирид |
|
3.3 |
Диановая эпоксидная смола, модифицированная малеиновым ангидридом 70% |
Коллоидный графит 30%. |
Изометилтетрагидрофталевый ангидрид |
данных составов обоснованно современными тенденциями разработки полимерных композитов триботехнического назначения, но основывается на использовании доступных компонентов, производимых предприятиями стран СНГ [7, 8]. При испытании по первой методике (рис. 2) составов 1.1 - 1.3, 2.1 - 2.4, 3.1 - 3.2 имело место отслоение материала твердой смазки от поверхности заготовки и схватывание инструмента с обрабатываемым материалом на первой же ступени нагружения при Ру = 50 Н.
Состав 3.3 показал более высокие экранирующие свойства – схватывания не было обнаружено при нагрузке Ру = 200 Н. Вследствие этого его исследования были продолжены по второй, более точной методике.
При испытаниях по схеме деформирующего протягивания использовали втулки из титанового сплава ВТ 1-0 твердостью НВ160 с отверстием Ø 35 мм с различными толщинами стенок t0 = 4, 7, 9 мм. Для сравнения протягивали также втулки из стали 20 тех же размеров и твердости. При этом на детали из стали 20 наносили твердую смазку на основе дисульфида молибдена [2] с известной удельной силой трения. На внутреннюю поверхность втулок из ВТ 1-0 наносили состав 3.3. Натяг на каждый деформирующий элемент составлял 0,1 мм.
На рис. 4, 5 приведены зависимости изменения контактных давлений и осевых сил протягивания соответственно в процессе эксперимента.
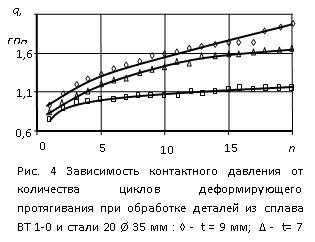
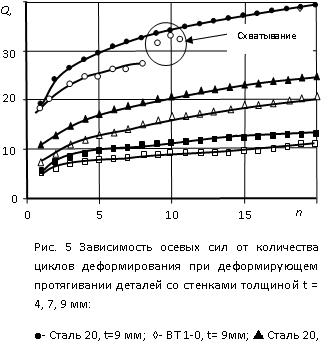 Полученные результаты свидетельствуют о том, что испытуемая смазка обладает высокими экранирующими свойствами. Нарушение сплошности смазочного слоя и скачкообразное увеличение осевой силы протягивания наблюдалось только при протягивании детали со стенкой толщиной 9 мм, на 8-м цикле деформирования при контактном давлении ~ 1.6 ГПа (рис. 4).
Полученные результаты свидетельствуют о том, что испытуемая смазка обладает высокими экранирующими свойствами. Нарушение сплошности смазочного слоя и скачкообразное увеличение осевой силы протягивания наблюдалось только при протягивании детали со стенкой толщиной 9 мм, на 8-м цикле деформирования при контактном давлении ~ 1.6 ГПа (рис. 4).
Учитывая, что геометрические размеры и твердость стальных и титановых втулок одинаковы, то различия в значениях осевых сил объясняются различием в силах трения, т.е. отличием триботехнических характеристик примененных смазок.
 Как видно из приведенных графиков, при использовании состава 3.3 осевая сила протягивания во всех случаях меньше, чем в случае применения твердой смазки на основе дисульфида молибдена, что говорит о высоких антифрикционных свойствах испытуемой смазки.
Как видно из приведенных графиков, при использовании состава 3.3 осевая сила протягивания во всех случаях меньше, чем в случае применения твердой смазки на основе дисульфида молибдена, что говорит о высоких антифрикционных свойствах испытуемой смазки.
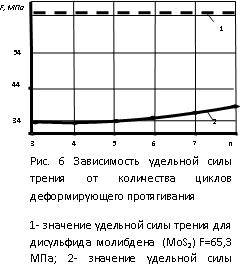
Результаты расчета удельной силы трения испытуемой смазки приведены на рис.6. Видно, что значение удельной силы трения разработанной смазки значительно меньше, чем смазки на основе дисульфида молибдена.
Возрастающий характер зависимости 2, приведенной на рис. 6 обусловлен накоплением необратимых структурных изменений в слое полимерного покрытия в условиях контактного взаимодействия инструмента с обрабатываемой деталью.
Из приведенных данных видно, что область применения разработанной смазки на основе эпоксидиановых смол, с ангидридным отверждением ограничивается контактными давлениями 1,6 ГПа. Вследствие этого, для повышения её экранирующей способности, увеличения когезионной прочности и прочности адгезии к титану смазка была модифицированна введением кремнийорганики и высокодисперсного углеродного наполнителя. Он имеет достаточно высокую твердость (0,22 – 0,25 ГПа), обладает высокой химической стойкостью и способностью обеспечивать смазочное действие в широком интервале температур.
В исследованиях модифицированной смазки протягивали втулки из титанового сплава ВТ 1-0 с отверстием Ø 35 мм толщиной стенки 11 мм с натягом 0,1 мм. Удельную силу трения рассчитывали по методике, описанной выше.
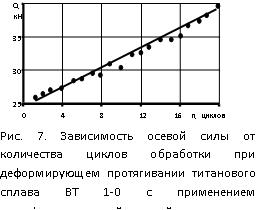
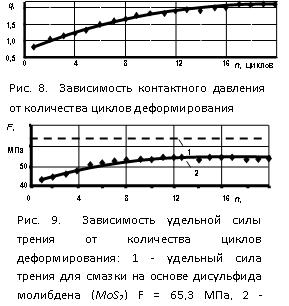
Зависимости изменения осевых сил и контактного давления соответственно, имевших место в экспериментах, приведены на рис. 7 и 8. Значение удельной силы трения модифицированной смазки от количества циклов деформирования приведено на рис. 9. Там же пунктирной линией для сравнения показано значение удельной силы трения твердой смазки на основе дисульфида молибдена.
Видно, что во всем диапазоне контактного давления значение удельной силы трения модифицированной смазки меньше, чем смазки на основе дисульфида молибдена, до значений контактного давления 2,2 ГПа.
Т.о., данная смазка имеет более высокие экранирующие свойства, чем смазка без наполнителей.
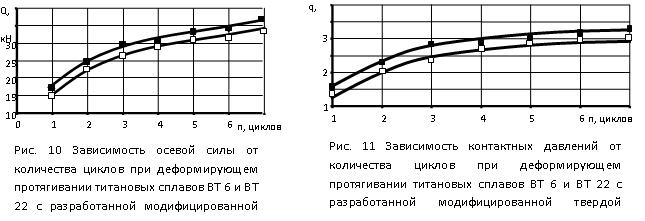
Технологическая смазка, модифицированная кремнийорганикой и высокодисперсным углеродным наполнителем была проверена при деформирующем протягивании втулок из титановых сплавов ВТ 6 (HB 250) и ВТ 22 (HB 285) диаметром 19 мм, со стенкой толщиной 11мм с натягом 0,1 мм. Значения осевых сил и контактных давлений приведены на рис. 9 и рис.10 соответственно. Видно, что данная смазка не теряет свою экранирующую способность при контактном давлении 2,8ГПа и 3,1 ГПа (рис.11), для ВТ 6 и ВТ 22 соответственно. При протягивании ВТ 6 и ВТ 22 признаков схватывания обнаружено не было. Однако, при протягивании сплава ВТ 22 на седьмом цикле деформирования появились небольшие царапины на инструменте.
Исходя из полученных результатов, можно сформулировать следующие технологические рекомендации по применению разработанных смазочных композиций.
Первая из исследованных твердых смазок (без кремнийорганики и высокодисперсного углеродного наполнителя) является более технологичной и в случаях, когда контактное давление в зоне взаимодействия инструмента с титановой заготовкой не превышает 1,6 ГПа следует применять её. Технологическую смазку, модифицированную кремнийорганикой и высокодисперсным углеродным наполнителем следуе применяя ть при давлении более 1,6 ГПа. Кроме того, необходимо учитывать, что процесс нанесения твердой смазки является дополнительной технологической операцией, неизбежно включающий период сушки, который может продолжаться несколько часов. Это неизбежно приведет к удорожанию изделия. Кроме того, нужно помнить, что после обработки ХПД твердая смазка остается на обработанной поверхности и случае, когда технические условия этого не допускают, для её удаления потребуется снятие некоторого припуска, т.е. еще одна технологическая операция. Т.о. их применение может диктоваться экономическими соображениями, например, в случаях, когда необходимо методом ХПД максимально приблизить размер заготовки к размеру готовой детали и свести к минимуму отход дорогостоящего материала в стружку.
Заключение
Литература
НАШІ КОНТАКТИ:
м. Дніпро
ISSN 20760507
Керівник проекту - Гриньов Володимир Анатолійович
 Шейкин С.Е. (Sheykin S. Ye.) - доктор технических наук, заведующий отделом «Перспективных ресурсосберигающих технологий мехнанической обработки» Института сверхтвердых материалов им. В.Н. Бакуля НАН Украины, г. Киев, Украина.
Шейкин С.Е. (Sheykin S. Ye.) - доктор технических наук, заведующий отделом «Перспективных ресурсосберигающих технологий мехнанической обработки» Института сверхтвердых материалов им. В.Н. Бакуля НАН Украины, г. Киев, Украина.


 Процишин В.Т. (Protsishin V.T.) -кандидат технических наук, заведующий лабораторией смазочно-холодильных технологических средств (МХТЗ, ГП «УкрНИИНП« МАСМА »).
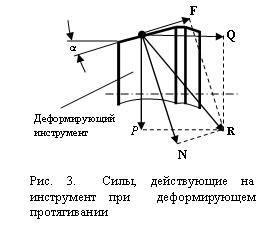
Процишин В.Т. (Protsishin V.T.) -кандидат технических наук, заведующий лабораторией смазочно-холодильных технологических средств (МХТЗ, ГП «УкрНИИНП« МАСМА »).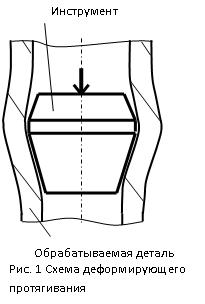 При деформирующем протягивании инструмент, в виде усеченного конуса, перемещают сквозь отверстие в обрабатываемой детали. При этом, диаметр инструмента больше диаметра отверстия в заготовке на некоторую величину, называемую натягом. Условия контактного взаимодействия инструмента с обрабатываемым изделием можно характеризовать как чрезвычайно жесткие, т.к. нормальные контактные напряжения в зоне взаимодействия инструмента с обрабатываемой заготовкой могут достигать значений 6 – 8 σт обрабатываемого материала при коэффициенте трения 0,05 – 0,1 и выше [1]. Т.е. деформирующее протягивание можно отнести к той категории процессов холодного пластического деформирования, где имеет место контактное трение при высоких нормальных контактных напряжениях. Стабильность протекания процесса деформирующего протягивания (отсутствие схватывания между инструментом и обрабатываемым материалом) обеспечивается применением технологических смазок, подбор которых должен осуществляться индивидуально для каждого сочетания инструментального и обрабатываемого материалов. Многолетняя практика показала, что твердый сплав ВК 15 обладает наиболее благоприятным сочетанием механических и триботехнических свойств, обеспечивающих надежность его применения в качестве материала рабочих элементов деформирующих протяжек. При этом, при деформирующем протягивании деталей из конструкционных углеродистых сталей надежную работу инструмента обеспечивает использование жидких технологических смазок, традиционно применяемых в процессах обработки металлов давлением (сульфофрезол, смазки типа МР, на основе индустриального масла). Однако применение этих технологических смазок при обработке деталей из цветных металлов и сплавов (в том числе сплавов титана), как правило, невозможно вследствие схватывания обрабатываемого материала с инструментом [2]. В этих случаях (как выход из положения) могут быть применены твердые смазки с высокой экранирующей способностью. Например, для деформирующего протягивания заготовок из нержавеющих сталей применяют твёрдые смазки на основе дисульфида молибдена [4], для обработки титановых сплавов – йодистый кадмий. Однако, как показали эксперименты, смазка на основе дисульфида молибдена при обработке титановых сплавов не эффективна – не может обеспечить обработку без схватывания. Применение же йодистого кадмия нежелательно вследствие его токсичности. При этом необходимо учитывать, что использование твердых смазок существенно усложняет технологию обработки, т.к. требует дополнительных операций по их нанесению и удалению после протягивания.
При деформирующем протягивании инструмент, в виде усеченного конуса, перемещают сквозь отверстие в обрабатываемой детали. При этом, диаметр инструмента больше диаметра отверстия в заготовке на некоторую величину, называемую натягом. Условия контактного взаимодействия инструмента с обрабатываемым изделием можно характеризовать как чрезвычайно жесткие, т.к. нормальные контактные напряжения в зоне взаимодействия инструмента с обрабатываемой заготовкой могут достигать значений 6 – 8 σт обрабатываемого материала при коэффициенте трения 0,05 – 0,1 и выше [1]. Т.е. деформирующее протягивание можно отнести к той категории процессов холодного пластического деформирования, где имеет место контактное трение при высоких нормальных контактных напряжениях. Стабильность протекания процесса деформирующего протягивания (отсутствие схватывания между инструментом и обрабатываемым материалом) обеспечивается применением технологических смазок, подбор которых должен осуществляться индивидуально для каждого сочетания инструментального и обрабатываемого материалов. Многолетняя практика показала, что твердый сплав ВК 15 обладает наиболее благоприятным сочетанием механических и триботехнических свойств, обеспечивающих надежность его применения в качестве материала рабочих элементов деформирующих протяжек. При этом, при деформирующем протягивании деталей из конструкционных углеродистых сталей надежную работу инструмента обеспечивает использование жидких технологических смазок, традиционно применяемых в процессах обработки металлов давлением (сульфофрезол, смазки типа МР, на основе индустриального масла). Однако применение этих технологических смазок при обработке деталей из цветных металлов и сплавов (в том числе сплавов титана), как правило, невозможно вследствие схватывания обрабатываемого материала с инструментом [2]. В этих случаях (как выход из положения) могут быть применены твердые смазки с высокой экранирующей способностью. Например, для деформирующего протягивания заготовок из нержавеющих сталей применяют твёрдые смазки на основе дисульфида молибдена [4], для обработки титановых сплавов – йодистый кадмий. Однако, как показали эксперименты, смазка на основе дисульфида молибдена при обработке титановых сплавов не эффективна – не может обеспечить обработку без схватывания. Применение же йодистого кадмия нежелательно вследствие его токсичности. При этом необходимо учитывать, что использование твердых смазок существенно усложняет технологию обработки, т.к. требует дополнительных операций по их нанесению и удалению после протягивания.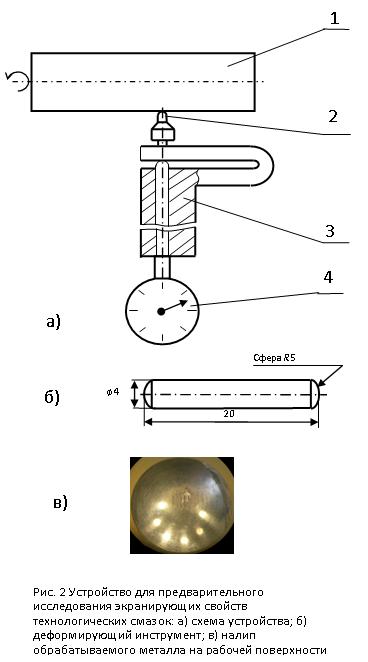 Наиболее надежно и правильно было бы производить испытания образцов технологических смазок в условиях того производственного процесса, для которого они предназначаются. Однако в ряде случаев это связано со значительными трудностями, что заставляет хотя бы для предварительных испытаний использовать упрощенные лабораторные методы.
Наиболее надежно и правильно было бы производить испытания образцов технологических смазок в условиях того производственного процесса, для которого они предназначаются. Однако в ряде случаев это связано со значительными трудностями, что заставляет хотя бы для предварительных испытаний использовать упрощенные лабораторные методы.