Автор: Sheikin S.E.,Paschenko E.A., Rostotsky I.Yu., Gavrilova V.S., Protsishin V.T.
Категории:
materials science
UDK 621.919
Process lubricant for deforming broaching of pieces made of titanium
 Sheikin S.E. D.Sc. in engineering, head of the department “Advanced resource efficient technologies of mechanical operation” of Bakulya institute of superhard materials”, Kiev, Ukraine.
Sheikin S.E. D.Sc. in engineering, head of the department “Advanced resource efficient technologies of mechanical operation” of Bakulya institute of superhard materials”, Kiev, Ukraine.

Paschenko E.A. D.Sc. in engineering, head of the department “ Physico-chemistry and technology of compositional abrasive materials, development and appliance of instruments made of them” of Bakulya institute of superhard materials”, Kiev, Ukraine.

Rostotsky I.Yu., junior research scientist of the department “Advanced resource efficient technologies of mechanical operation” of Bakulya institute of superhard materials”, Kiev, Ukraine.

Gavrilova V.S., chief engineer of the department “Physico-chemistry and technology of compositional abrasive materials, development and appliance of instruments made of them” of Bakulya institute of superhard materials”, Kiev, Ukraine.
 Protsishin V.T. PhD in Technical Sciences, chief of laboratory of lubricant-cooling technological agents (MChTZ, GP “UkrNIINP “MASMA”).
Protsishin V.T. PhD in Technical Sciences, chief of laboratory of lubricant-cooling technological agents (MChTZ, GP “UkrNIINP “MASMA”).
The results of process lubricant development for deforming broaching and tube drawing of titanium alloy are presented. Their tribotechnical characteristics and boundary conditions of their appliance are determined. Technological recommendations for their usage are formulated.
Key words: lubricant, titanium alloy, plastic deformation, specific friction force, seizure.
Introduction
Deforming broaching (figure 1) is the process of hole-making operations in pieces such as thimbles and tubes with the help of cold plastic deformation in stages. With the usage of this process, the reduction of labor intensity of processing, rise of metal recovery coefficient, resistance to fatigue failure, improvement of coating surface, significant reduction of surface undulation are achieved. Besides, there is an opportunity to replace alloyed steels with more simple ones by means of strain hardening both coating surface of a work piece and its core.

During deforming broaching the instrument in the form of flattened cone is moved through the hole of work piece. Herein, the diameter of an instrument is several times larger than diameter of a hole in the billet, which is called interference. The conditions of contact interaction of an instrument with work piece may be characterized as extremely rough, because normal contact stress in the interaction area of an instrument with work piece may reach the value 6-8 σt of work material at coefficient of friction 0.05-0.1 and higher [1]. This means that deforming broaching may be referred to that category of processes of cold plastic deformation, where contact friction at high normal contact stress takes place.
Stable flow of deforming broaching process (absence of seizure between instrument and work piece) is provided by the usage of process lubricant, the choice of which should be fulfilled separable for each composition of instrument and work piece. The experience has shown that hard alloy metal VK 15 has the most beneficial combination of mechanical and tribotechnical characteristics, providing the reliability of its appliance as material of work pieces of deforming broaching. Herein, during deforming broaching of pieces from constructive carbon steels, the reliable operation of an instrument is provided by the usage of liquid process lubricants, which are normally used at pressure metal treatment (sulfofrezol, lubricants of MP type, on the base of machine oil).
However, application of these process lubricants during processing of pieces from non-ferrous metals and alloys (including titanium), as a rule, is impossible because of seizure of work piece with the instrument [2]. In this case (as a way out) solid lubricants with high screening capacity may be used. For example, for deforming broaching of billets from stainless steel, solid lubricants on the base of molybdenum disulfide are used [4], cadmium iodide is applied for processing of titanium alloys. However, as experiments have shown, lubricants on the base of molybdenum disulfide while processing of titanium alloys is not effective as it cannot provide treatment without seizure. Application of cadmium iodide is undesirable in virtue of its toxicity. Herein it should be considered that usage of solid lubricants complicates processing technology significantly as it requires extended operations for their laying and removing after drawing.
The presence of effective process lubricants allowed to use deforming broaching process (drawing) while manufacturing of axisymmetric titanium pieces such as cylinder or rod, which are widely used in aeronautical engineering and to reduce significantly its labor intensity.
There is data in literature about process lubricants allowing to perform treatment of titanium alloys by means of cold plastic deformation.
There is short overview of experimentations in work [5], fulfilled earlier by native and foreign researches; they concern creation of lubricants for titanium and its alloys processing. It is mentioned that investigations of polychlorofluorosiloxanes liquids with various viscosity and chlorine and fluorine content while friction of pieces from titanium and steel appeared to be noneffective. At the same time some positive results concerning negative skin friction while usage of range of chlorated hydrocarbon with different chlorinity (from 28% to 70%) as lubricants were obtained. Lubricants on the base of chlorated hydrocarbon are marked to increase significantly seizure load while titanium treatment under pressure. Positive effect was discovered while usage of the lubricant on the base of correlation of oleinic acid and crystalline iodine.
Referring to foreign patents, the authors of [6] mentioned that during cold treatment of titanium and its alloys by pressure, the composition on the base of highly viscous lubricating mineral oil, mixture of lubricating mineral oil of various viscosity, vegetable oil and animal fatty substances, higher fatty acids and their derivatives are used. Chlorated lubricating mineral oil, polymerized and sulphurated vegetable oil, polyol are also used.
For cold rolling of pipes from titanium alloys on Russian Verkhsaldinskyi metallurgical complex, water-based lubricant [7] was created, which contains still bottoms, got in process of freons production on the stage of their water refining from НСl and HF, sodium soaps of higher fatty acids, borax and talcum powder as filler.
Concentration of lubricant-cooling process agent [8] is known, which is used for pressure shaping (rolling and drawing) of refractory metals and alloys: zirconium, titanium, etc, containing triethanolamine salts of mono- and diester of orthophosphoric acid and monoethanolamides of carboxylic acids, triethanolamine salts of caronic acids, complex estercarboxylic acids and polyatomic alcohol, polyoxiethylene ethers of allylphenol.
Technical result from appliance of mentioned above technological means – reduction of coefficient of friction in the system instrument-billet, improvement of heat-removal, that allows to eliminate metal pickup on the instrument and reduce undulation of work surface.
But it should be mentioned that performance characteristics of mentioned lubricant compositions cannot guarantee the treatment of titanium pieces without seizure. Thus, effective process lubricants for titanium and its alloys treatment by cold plastic deformation, where contact friction at high normal contact stresses takes place are absent on the market of CIS countries. Consequently, engineering and manufacturing development of such lubricants is relevant objective.
The aim of this research is creation of effective process lubricants for titanium alloy treatment by cold plastic deformation and study of their processing capabilities.
 Testing methods
Testing methods
For research of operational characteristics of process lubricants in the processes of cold plastic deformation there developed a lot of methods [2, 5].
It would be the most accurate and right to perform testing of samples of process lubricants in conditions of that manufacturing processes, for which they were aimed. However, in some cases it is connected with formidable difficulties, which forces to use simplified laboratory technique for initial test.
In our researches for preliminary study of sealing properties of process lubricants the methodology, residing in process lubricants tests according to the smoothening of outside surface of cylindrical work scheme, on which the lubricant is laid, is applied. [2] (fig. 2). Work piece (1) with applied testing lubricant was put into the disc chuck. Deforming instrument in the shape of core from hard alloy VK 15 (2) with spherical end faces (fig. 2,b) was placed into stiff holder (3) with an indicator (4) and was forced against the billet with Ps force. The instrument was moved along the generating rotating billet. Herein the force Ps was stepwise increased and the treatment was fulfilled on one and the same area and in the same direction.
Installation was preliminary calibrated. While treatment the undulation of work surface was increasing. With increase of the force Ps there was increase of contact pressure. Discontinuance of surface (in case of solid lubrication testing) and increase of surface undulation indicates the seizure. Herein on the working shank end there formed processing metal pickup (figure 2c). Sealing properties of the lubricant may be estimated from the value of effective pressure, which precedes seizure, or from the way scale, run by the piece before seizure.
Advantage of this technology is the possibility of quick achievement of results and also the possibility of multiple use of the billet. Considering that the price of materials is continuously increasing, the last fact is of no little interest. Disadvantage is impossibility of exact determination of contact pressure while testing. This methodology allows only to estimate qualitatively the working ability of lubricants under test and ranging them from sealing properties.
More precise estimation of operation characteristics of process lubricants was fulfilled under the methodology, corresponding the real process of deforming broaching. The range of hard-alloy deforming elements is flown through the hole of thimble with applied lubricant on it [1]. The size of each following element is greater the previous one on some value. Herein, the contact pressure increases at each successive pass by means of strain-hardening of processing material. While usage of liquid lubricants, the surface undulation decreases. One provides measurements of axial force while testing.
Its increase, material pick up on the instrument and discontinuance of surface layer witnessed about seizure. Contact pressure at the moment, preceding seizure and also the amount of omitted before seizure deforming elements may characterize operation parameters of process lubricant. High accuracy and great information content may be referred to its advantages. The fact that thimble under test as a rule cannot be used in further operations refers to disadvantages.
In testing under the first methodology, cylindrical billet Ø60 mm was used, line feed of an instrument made S = 0,097 mm/r., rotating speed - n = 80 rpm. Ps force was increased stepwise at a pitch of 50 N.
For determination of specific friction force of testing lubricant, the methodology developed at Superhard material Institute of National Academy of Sciences of Ukraine was used. This methodology is based on two statements, determined in [2]. The first is what the value of real force while deforming broaching does not depend on conditions, influencing the friction on contact surface, i.e. lubricant and type of instrument material. The second is what the solid lubricant on the base of molybdenum disulfide (toluene, lacker F9-K, MoS2 in special value) has constant specific friction force τ = 65,3 MPa, not depending on contact pressure. Specific friction force was calculated as friction force, referred to the instrument contact area with work piece.
.  , where τ – specific friction force, D – mean diameter of contact surface, l – stretch of the instrument contact with work piece [2].
, where τ – specific friction force, D – mean diameter of contact surface, l – stretch of the instrument contact with work piece [2].
F1 = Q1·cosα - P1·sinα (1)
F2 = Q2·cosα - P2·sinα (2)
where F1, Q1, P1 - friction force, axial force of broaching and radial force respectively, during treatment with lubricant on the base of molybdenum disulfide [2]; F2, Q2 and P2 - friction force, axial force of broaching and radial force respectively, during treatment with experimental lubricant.
From condition of equality of radial forces P1 = Р2 taking into account (1,2) specific friction force equals:
F1 = F1 + ( Q2 - Q1)·cosα (3)

Experimental results and their discussion
Liquid process lubricants for deforming broaching of pieces from titanium alloys
High chemical activity is peculiar to titanium, that is why there forms thin viscous oxide film ТіО2 on its surface in the air or other medium containing oxygen. It is marked that films on titanium appear as a result of access to water surface, even if its amount is too small and it is available in the form of vapors. Oxyde,
being formed on the processed titanium surface at room temperature or higher, was recognized with rutile (tetragonal modification of titanium dioxide). In normal conditions, except rutila, titanium dioxide may have rhomb-shaped modification –brookite and tetragonal – athanase, i.e. oxidized surface of titanium is nonhomogeneous. At temperatures higher than 400 ºС all modifications of dioxide turns into rutile. Except dioxide there is significant quantity of anion impurities on the surface, they influence significantly on the surface chemistry.
The presence of this film explains low chemical activity of titanium surface, i.e. the absence of chemical interaction with components of lubricating medium at normal temperatures. When lubricant application there takes place physical adsorption. During adsorption on polymorphic materials of titanium dioxide type there may affect the influence of various crystal faces and side planes with different adsorptive characteristics.
The main requirement to the lubricant for treatment of titanium alloys is its ability to resist high pressure without breakdown of lubricant film. In our researches there were tested 120 different in composition lubricating mixtures.
They included components, providing high lubricating and adhesive properties; viscous, antioxidative and other additives.
Lubricants on the base of hydrocarbon fractions with kinematic viscosity at 20°С - 1-10 mm2/s, contained chlorinated paraffin wax from 10 to 50 % and phosphorus-bearing additives of tributyl phosphate type. As solvents there used dichloroethane, chloroform, ethylene tetrachloride, etc.
As thickener there used polyisobutylene of different molecular weight from 400 to 6000 units, polypropylene glycol with molecular weight 400-1500 units, synthetic rubbers, high molecular hydrocarbon, plant products. Concentration of thickener in lubricants compositions made from 5 to 20%. Besides, in the composition there were included some elements, which provided high adhesive properties in relation to titanium surface: sulphurated fats, amidoetherial mixtures and other.
Herein there were used several ways for lubricant appliance on the surface of titanium billets:
- one layer was applied, soaking for predetermined time;
- doubled layer o lubricant was applied, i.e. liquid low-viscosity lubricant was used and then high-viscosity one, containing the same components and thickener;
- lubricant was applied on the heated work piece;
- heated lubricant was applied;
- work surface was preliminary mechanically prepared (provisioning of necessary undulation);
- work surface was preliminary chemically prepared to create adhesion layer between lubricant and work surface.
When applying one layer of lubricant with soaking for predetermined time, the best results showed the mixture on the base of tall oil, partially saponified by potassium hydroxide with addition of oxyethylated higher fatty acids, aminokalium soaps of acids of plant oils, ethers of alkohole and aminoalcohol of acids of plant oils. Seizure during testing under the first methodology was achieved only after holddown pressure Рh = 200 N. However, during broaching seizure elements were observed after the first deforming cycle at contact pressure 0.8GPa. Considering the level of normal contact pressures, taking place in real process of deforming broaching, this lubricant mixture may be recommended for titanium alloys processing.
In case of putting double lubricant layer, the best sealing properties during tests under first methodology (seizure at Рh = 250 N) showed double-layer lubricant mixture, when on the surface of titanium low-viscosity lubricant of high surface activity and penetrability (on the base of methyl ethers of fat acids of plant oils) was applied. This lubricant contains approximately 30% of active additives (sulfital, tributyl phosphate, etc.). Its task was to create a key between titanium surface and the second layer of lubricating grease, which contains highly viscous hydrocarbon, ethers of higher fatty acids and aminoalcohol, mixed borate and colophony. Testing through deforming broaching showed that the given mixture also does not possess enough screening capacity. Seizure appeared on the second cycle of deforming under contact pressure 1.0 GPa.
For creation of adhesion layer between lubricant and work piece surface, primary chemistry of the titanium alloy surface was used by immersion (with heating and without it) into aqueous solutions of acids (citric, formylic, oxalic, chlorohydric, etc.) with surface-active agents additions (SAA), and also highly-concentrated alkaline solutions with active additions and followed by lubricant appliance. Better results was obtained during usage of RODEL R11 content as SAA.
More than 60 mixtures were tested with SAA. Process lubricants on the base of hydrocarbon fraction, chloroform, dichloroethane, ethylene tetrachloride showed better results than others, also all the mixtures used 10-50 % of chlorinated paraffin wax at usage of colloidal graphite as filler. Amidoether mixes and sulphurated fats also were included.
During testing of lubricants with such composition under the smoothening scheme, there was no seizure at a load Рh = 300 N.
During testing under the scheme of deforming broaching while thimbles processing from VT1-0 with a hole Ø 19 mm and wall thickness 11 mm the seizure took place on the second pass at contact pressure 0.7 GPa. When wall thickness 2 mm and contact pressure 0.7 GPa, the seizure took place on the 8th cycle. However, it should be marked that one failed to repeat obtained result.
In such a way, tested compositions of liquid lubricants cannot be recommended for usage while titanium alloys treatment by means of cold plastic deformation (CPD), where contact friction takes place at high normal contact stress, but the results obtained may be useful for further researches.
Solid process lubricants on the base of polymer composites for deforming broaching of pieces from titanium alloys.
Table one shows the compositions of tested lubricating compositions
Table 1 |
|
Composition
|
Base
|
Filler
|
Solidifying agent
|
|
1.1
|
Diane ethoxyline resin 75%
|
Polytriazine
25%
|
Isomethyltetrahydrophthalic anhydride
|
|
1.2
|
Diane ethoxyline resin 50%
|
Alumino silicate mineral , 50%.
|
Isomethyltetrahydrophthalic anhydride
|
|
1.3
|
Diane ethoxyline resin 50%
|
urea-formaldehyde resin and alumino silicate mineral 50%.
|
Isomethyltetrahydrophthalic anhydride
|
|
2.1
|
Epoxy-novolak resin 85%
|
ASM 3/2 15%.
|
Isomethyltetrahydrophthalic anhydride
|
|
2.2
|
Epoxy-novolak resin 70%
|
АSМ 3/2 15%;
Graphite 15%.
|
Isomethyltetrahydrophthalic anhydride
|
|
2.3
|
Epoxy-novolak resin 65%
|
Graphite 15%;
tin powder 20%.
|
Isomethyltetrahydrophthalic anhydride
|
|
2.4
|
Epoxy-novolak resin 65%
|
Molybdenum disulfide 15%;
tin powder 20%.
|
Isomethyltetrahydrophthalic anhydride
|
|
3.1
|
Diane ethoxyline resin , modified by maleic anhydride 80%
|
Copper oleate 20%.
|
Isomethyltetrahydrophthalic anhydride
|
|
3.2
|
Diane ethoxyline resin , modified by maleic anhydride 80%
|
Calcium stearate 20%.
|
Isomethyltetrahydrophthalic anhydride
|
|
3.3
|
Diane ethoxyline resin , modified by maleic anhydride 70%
|
Colloidal graphite 30%.
|
Isomethyltetrahydrophthalic anhydride
|
Appliance of these compositions is grounded by modern trends of polymer composites of triboengineering use development, but it is based on the usage of available components, which are produced by SIS countries companies [7,8].
During testing according to the first methodology (fig. 2) of compositions 1.1 - 1.3, 2.1 - 2.4, 3.1 - 3.2, solid lubricant material delamination from the surface of the billet and seizure of an instrument by processing material on the first stage of loading at Рh = 50 N.
Composition 3.3 showed higher sealing properties – seizure was not found at load Рh= 200 N. As a result, its researches were continued under the second, more precise, method.
During testing according the scheme of deforming broaching, thimbles from titanium alloy VT 1-0, hardness НВ160 with a hole Ø 35 mm, with various wall thickness t0 = 4, 7, 9 mm were used. For comparison the thimbles of the same size and hardness from the steel 20 were also broached. Herein solid lubricant on the base of molybdenum disulfide with known specific friction force was applied on the pieces from the steel 20 [2]. Composition 3.3 was applied on the internal surface of thimbles from VT 1-0. Interference on each deforming element was 0.1 mm. There are dependences of changes of contact pressures and axial forces respectively in the course of experiment in the figures 4,5.

 The results obtained show that testing lubricant has high sealing properties. Discontinuance of lubricant film and steplike increase of axial force of broaching was observed only during broaching of work piece with wall thickness 9 mm on the 8th stage of deforming at contact pressure ~ 1.6 GPa (fig. 4).
The results obtained show that testing lubricant has high sealing properties. Discontinuance of lubricant film and steplike increase of axial force of broaching was observed only during broaching of work piece with wall thickness 9 mm on the 8th stage of deforming at contact pressure ~ 1.6 GPa (fig. 4).
Considering the fact, that geometry and hardness of steel and titanium thimbles is equal, distinction in values of axial forces is explained by distinction in values of friction forces, i.e. the difference in tribotechnical characteristics of applied lubricants.

As one may see from the given graphs, with usage of composition 3.3 the axial force of broaching in all cases is smaller than in case of appliance of solid lubricant on the base of molybdenum disulfide, which witness about antifriction properties of testing lubricant.
Calculation data of specific friction force of testing lubricant is given in the figure 6. One may see that the value of specific friction force of the developed lubricant is much lower than of lubricant on the base of molybdenum disulfide.
Increasing type of the dependence 2, shown in the figure 6, is conditioned by accumulation of ageing in the layer of polymer coating in conditions of contact interaction of an instrument with work piece.
From the represented data one may see that the sphere of application of developed lubricant on the base of epoxidation tar, with anhydride solidification is limited by contact pressure 1.6 GPa. Consequently, for increasing of its screening capacity, cohesion strength and adhesion strength to titanium, the lubricant was modified by addition of organosilicon and finely-dispersed carbon filler. It has rather high hardness (0.22-0.25 GPa), strong depletion effect and the ability to provide lubricating action in wide range of temperature.
While testing of modified lubricant, thimble of titanium alloy VT 1-0 with hole Ø 35 mm, wall thickness 11mm and interference 0.1mm was broached. Specific friction force was calculated under the methodology described above.
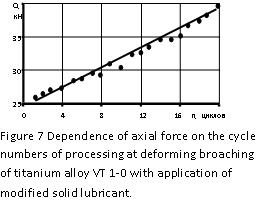
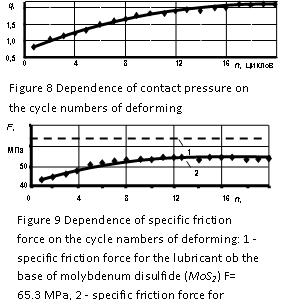
Dependences of changing of axial forces and contact pressure, presented in the experiments, are shown in the figures 7 and 8 respectively. The value of specific friction force of modified lubricant from cycle numbers of deforming is shown in the figure 9. Herein the dashed line shows in contrast the value of specific friction force of solid lubricant on the base of molybdenum disulfide.
One may see that in all the range of contact pressure the value of specific friction force of modified lubricant is lower than of lubricant on the base of molybdenum disulfide, till the contact pressure 2.2 GPa.
Thus, this lubricant has higher sealing properties than lubricant without fillers.
Process lubricant, modified by organosilicon and finely-dispersed carbon filler was examined during deforming broaching of thimbles from titanium alloys VT 6 (HB 250) and VT 22 (HB 285) with diameter 19 mm, wall thickness 11 mm and interference 0.1 mm. The values of axial forces and contact pressures are given in the figure 9 and 10 respectively. One may see that this lubricant does not lose its screening capacity at contact pressure 2.8 GPa and 3.1 GPa (fig. 11), for VT 6 and VT 22 respectively. During broaching of the alloy VT 22 on the seventh cycle of deforming, there appeared light scratches on the instrument.
On the basis of results obtained, one may represent the following technological recommendations for application of the developed lubricating compositions.
The first of the tested solid lubricants (without organosilicon and finely-dispersed carbon filler) is more technological and in cases when contact pressure in zone of instrument interaction with titanium piece does not exceed 1.6 GPa, this lubricant is more preferable. Process lubricant, modified by organosilicon and finely-dispersed carbon filler, should be applied at pressure more than 1.6 GPa.
Besides, one should consider that the process of solid lubricant laying is the additional process stage, which includes unavoidably drying period, which in its turn may continue for several hours. This will lead to the product appreciation. Besides, one should remember that after cold plastic deformation, solid lubricant is still on the processing surface and in case when technical requirements do not allow that, for its removal one will have to remove the envelope of metal, i.e. one more process stage. Thus, their usage may be driven by economic considerations, for example, in cases when it is necessary to approximate the size of the piece to the size of ready work piece to the maximum by means of cold plastic deformation and minimize the amount of facing. 
Conclusions:
1. Examined compositions of liquid lubricants on the base of hydrocarbon fraction cannot be recommended for application during processing of tube pieces of titanium alloys by means of cold plastic deformation, where contact friction at high normal contact stresses takes place, and the results obtained may be useful in further researches.
2. The developed process lubricant on the base of polymer composites without filler allows to perform multicycle deforming broaching of titanium pieces at contact pressure to 1.6 GPa.
3. Introduction of fillers allowed to rise significantly lubricant sealing properties and perform multicycle deforming broaching of pieces from titanium alloys VT 1-0 and VT 22 at contact pressures to 2.2 GPa ans 3.1 GPa respectively.
4. The developed solid lubricants can be applied while cold plastic deformation of constructional titanium alloys of aircraft, rocket and shipbuilding application. All the high-strength alloys (from VT 1-0 to VT 22), developed by VIAM (All-Russian Research Institute of Aviation Materials), are among them [11]. Analyzing chemical composition of tested titanium alloys, one may conclude that screening capacity of process lubricant does not depend on the quality and quantity of titanium alloy addition elements.
References
1. O. A. Rozenberg. Mekhanika vzaimodeystviya instrumenta s izdeliem pri deformiruyushchem protyagivanii.(Mechanic of instrument interaction with work piece during deforming broaching). Kiev, Naukova dumka, 1981. 288 p.
2. Kritskiy A.D. Osobennosti razrabotki tverdosplavnykh deformiruyushchikh protyazhek dlya obrabotki otverstiy v detalyakh iz trudnoobrabatyvaemykh detaley i splavov: Avtoreferat dissertatsii kandidata tekhnicheskikh nauk. (Peculiarities of development of hard-alloy deforming drawing for treatment of holes in pieces from hard-to-treat pieces and alloys: Author's abstract of PhD in Technical Sciences). Kiev, 1983. 26 p.
3. Tishchenko V.T., Rozenberg A.M., Rozenberg O.A. Copyright certificate 273357 (USSR). Lubricant for cold metal working. B.I. 1970, No20.
4. Pasechnik M.S. Teoreticheskie osnovy razrabotki smazok dlya obrabotki metallov davleniem (Theoretical bases of lubricant development for metal treatment under pressure). Tekhnologicheskie smazki, Kiev, UkrNI-INTI, 1971, p.5-16.
5. Grudev A.P., Zil'berg Yu.V., Tilik V.T. Trenie i smazki pri obrabotke metallov davlenie.Spravochnik (Friction and lubricants during metal treatment under pressure). Moscow, Metallurgiya, 1982. p.310.
6. Chechulin B.B., Ushkov S.S., Razuvaeva I.N., Gol'dfayn V.N. Titanovye splavy v mashinostroenii (Titanium alloys in machine building). L. Mashinostroenie, 1977, p. 248.
7. Patent RU 1531470. Lubricant for cold metal treatment under pressure (Korol'kova L.V., Alikina N.A., Kuvaeva G.A and others). Publishe 15.11.1994.
8. Patent RU 2230777 Concentrate of lubricant-cooling processing mediums (Agapitov V.A., Zamuraeva S. E., Kudryashchov P.A and others). Published 20.06.2004.
9. Wang Z., Pinnavaia T. J. Hybrid organic-inorganic nanocomposites. Chem. Mater., 1998.,10. P. 1820 – 1826.
10. Lan T., Pinnavaia T. J. Clay-reinforced epoxy nanocomposites // Chem. Mater. – 1994. – 6. – P. 2216
11. I.V. Gorynin, B.B Chechulin Titan v mashinostoenii (Titanium in machine building). Moscow, Mashinostrenie, 1990. 400 p.