Автор: Балакин В.Ф., Степаненко А.Н., Гармашев Д.Ю., Сафьян П.П.
Категории:
трубное производство
Аннотация:
В работе рассмотрена и решена задача определения оптимальных геометрических параметров очага деформации при прошивке стаканов на стане-элонгаторе пилигримовой установки 5-12″ ПАО «Интерпайп НТЗ». Разработанная методика расчета углов раскатки валков и наклона шпинделей позволяет улучшить качество и увеличить работоспособность узлов универсального шарнира.
Ключевые слова: непрерывнолитая заготовка, стан-элонгатор, шпиндель, пилигримовый стан, угол перекоса шпинделя, угол раскатки.
ОПРЕДЕЛЕНИЕ ПОЛОЖЕНИЯ В ПРОСТРАНСТВЕ ШПИНДЕЛЕЙ СТАНА-ЭЛОНГАТОРА ТПА 5-12″ с пилигримовыми станами при раскатке крупногабаритных стаканов
Балакин В.Ф.,
Степаненко А.Н.,
Гармашев Д.Ю.,
Сафьян П.П.
Одним из способов производства бесшовных горячекатаных труб в диапазоне диаметров 168-750 мм с толщинами стенок от 8 до 100 мм и более является прокатка на установках с пилигримовыми станами. Использование непрерывнолитых заготовок круглого сечения обеспечивает значительные преимущества пилигримового способа производства таких труб. В мире эксплуатируются около 30 трубопрокатных установок с пилигримовыми станами, 12 из которых производят трубы диаметром более 406 мм.

На пилигримовой установке 5-12’’ ПАО «ИНТЕРПАЙП НТЗ» освоено производство труб размером значительно превышающих пороговые размеры проектного сортамента. На сегодняшний день максимальным размером труб производимых на данной установке являются трубы диаметром 426 мм [1].
По технологическому процессу непрерывнолитая недеформированная круглая заготовка диаметром 470 мм нагретая до температуры пластической деформации прошивается в стакан диаметром 480 мм. Затем подогретый стакан прошивается в гильзу с подъемом по диаметру до 540 мм. Далее гильза раскатывается в трубу диаметром 426 мм с последующей калибровкой на пятиклетевом калибровочном стане.

Для осуществления данной технологии необходимо было решить следующие задачи: определение оптимальных геометрических параметров очага деформации, положения валков при прокатке со значительным подъемом диаметра гильзы и вызываемого при этом поворотом валков на углы подачи и раскатки; изменения пространственного положения шпинделей стана элонгатора (рис. 1).
В процессе разворота валков на углы подачи и раскатки, изменяется пространственное положение шпинделей, обеспечивающих соединение рабочих валков с шестеренной клетью (рис. 1).
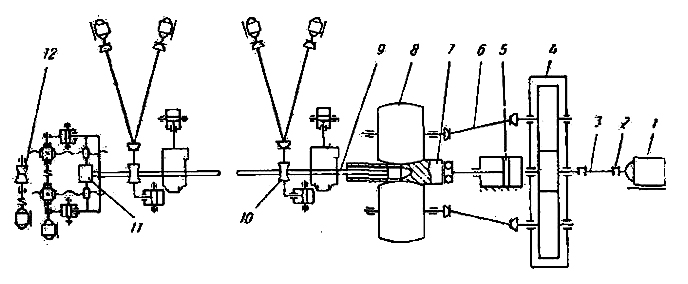
Рис.1- Схема стана элонгатора ТПА 5-12’’ с бочкообразными валками: 1 — электродвигатель; 2 — муфта; 3 — шпиндель; 4 — совмещенная шестеренная клеть-редуктор; 5 — пневматический толкатель; 6 — шпиндели; 7 — заготовка; 8 — рабочие валки; 9 — стержень с оправкой; 10 — выдающие ролики; 11 — упорный подшипник; 12 — приемный рольганг.
В основу конструкции данных шпинделей положен принцип шарнира Гука, вследствие чего шпиндели могут передавать вращение и крутящий момент под углом наклона до 8—10°. Максимальный угол наклона не приводящий к поломке шарнира составляет 12°. При работе шарнира в диапазоне углов 10-12° происходит повышенный износ вкладышей (рис. 2) и, вследствие этого - преждевременный выход из строя шарнира.
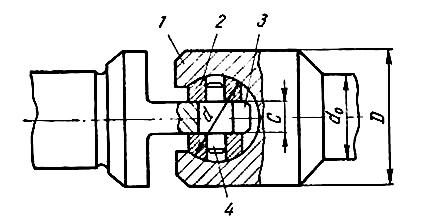
Рис. 2 - Конструкция шарнира универсального шпинделя: 1 – вилка; 2 - вкладыши; 3 – лопасть; 4 – пальцы.
Для определения угла наклона головки шарнира φ2 (рис. 3), зависящего от требуемого размера гильзы и угла раскатки φ1, была применена следующая методика [2].
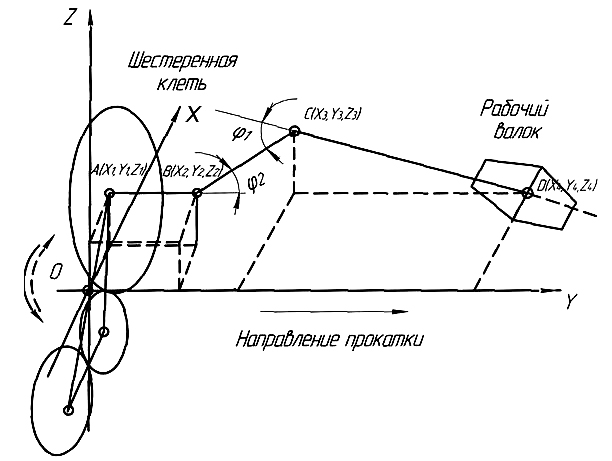
Рис.3 – Схематическое расположение шпинделя двухвалкового стана элонгатора (горизонтальная плоскость, XOY).
Условно разворачивая шестеренную клеть вокруг оси прокатки OY в плоскости ZOX, находим такое положение, при котором уравниваются углы:
φ1 = φ2 (1)
Ко времени расчета известны межцентровое расстояние А0, передаточное отношение i и расстояние 2R между валами шестеренной клети (рис. 4).
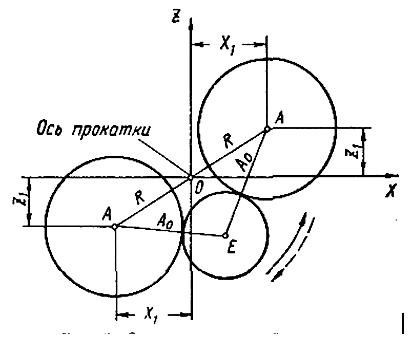
Рис. 4 – Схема шестеренной клети
Межцентровое расстояние А0 определяется из условия работоспособности передачи, а расстояние 2R — диаметром ведомых шестерен и диаметром пневматического заталкивателя, либо диаметром проводки, через которую пропускается стакан.
Связь между координатами оси ведомого вала А (Х1,Z1) и межосевым расстоянием 2R описывается равенством
 (2)
(2)
Аналогичным образом во время расчета становятся известными координаты точек В, С и D (рис. 3). Расстояние АВ определяется конструктивными особенностями шестеренной клети и шарнира универсального шпинделя (АВ=1950 мм); расстояния ВС и CD — конструкцией узлов рабочего валка и шарнира универсального шпинделя (ВС=2555 мм, CD=4745 мм). Расстояние между осями шестеренной клети и клети стана элонгатора 0Y4 учитывает максимальный размер поступающей заготовки, ее передачу на передний стол и задачу в валки. Угол разворота валка в горизонтальной плоскости φ2 (в данном случае угол раскатки) принимается оптимальным.
Координата центра рабочего валка Х4 выбирается с учетом усредненных размеров диаметров валка и прошиваемого стакана (заготовки). Небольшие отклонения угла подачи φ1, диаметра валка DB и исходного диаметра проката D3 существенного влияния на величину φ2 не оказывают. Координаты точек А, В, С, D следующие (см. табл. 1):
Таблица 1 – Координаты точек
Координаты |
Точки
|
|
А
|
В
|
С
|
D
|
|
Х
|
|
|
X3
|
X4 =X3
|
|
Y
|
0
|
Y2
|
Y3
|
Y4
|
|
Z
|
Z1
|
Z2 = Z1
|
Z3
|
0
|
Пространственное положение ведущего вала АВ (рис.3), промежуточного вала ВС и ведомого вала CD описывается каноническими уравнениями
- для АВ:
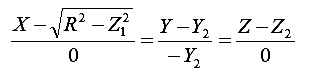 (3)
(3)
- для ВС
 (4)
(4)
- для CD
 (5)
(5)
Угол φ1 между осями ведущего вала АВ и промежуточного вала ВС и угол φ2 между осями промежуточного вала ВС и ведомого вала CD представлены равенствами
 (6)
(6)
 (7)
(7)
Приравнивая на основании (1) равенства (6) и (7) и, разрешая полученное выражение относительно неизвестной координаты Z1, получим положение шестеренной клети, при котором углы в шарнире шпинделя уравниваются.
Проведенный расчет справедлив и для системы обоих шпинделей, поскольку их расположение зеркально по отношению друг к другу.
Полученная система приближенно приводит пространственный двойной универсальный шарнир к плоскостной схеме.
Результат расчета угла раскатки валков и наклона шпинделей для разных значений межвалковых расстояний (между осями валков на входе) приведен в таблице 2.
Таблица 2- Результаты расчета углов перегиба шарниров шпинделей у хвостовиков валков и валов редуктора
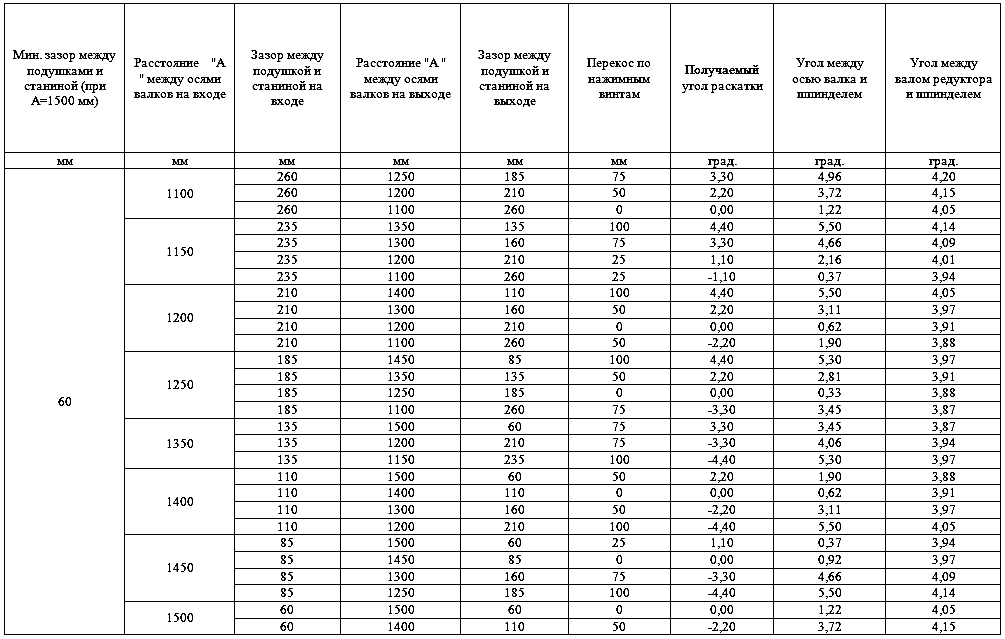
Применение этой методики для расчета реальных углов раскатки валков и наклона шпинделей для разных значений межвалковых расстояний при прокатке гильз размером до 540 мм позволило определить реальные значения этих углов и уменьшить реальные углы перекоса в шпинделях до 0,1 рад (5°50') вместо 0,2 рад (12°). Это позволяет не только улучшить качество проката за счет равномерного вращения валков, но и увеличить работоспособность узлов универсального шарнира.
Литература:
- Беседнов С.В. ИНТЕРПАЙП расширяет ассортимент продукции для машиностроительной отрасли: в ИНТЕРПАЙП НТЗ освоено производство труб диаметром 426 мм// Беседнов С.В., Бибик А.Ю./ IPIPE – Клиентский бюллетень, №2, 2012 г. – С. 12.
- Потапов И.Н. Аналитическое определение положения в пространстве шпинделей стана косой прокатки // Потапов И.Н., Захаровский Л.Б., Финагин П.М./ Сб. Пластическая деформация металлов, LVII, «Металлургия», М., 1970 г. – С. 141- 143.