Калибровка продольного профиля валков пилигримового стана |
15/07/2016 11:19am

Автор: Ю.Д. Угрюмов, А.А. Чернявский, А.Н. Степаненко
Категории:
трубное производство
УДК 621.774.3
Ю.Д. Угрюмов, к.т.н.; А.А. Чернявский, к.т.н.; А.Н. Степаненко
КАЛИБРОВКА ПРОДОЛЬНОГО ПРОФИЛЯ ВАЛКОВ
ПИЛИГРИМОВОГО СТАНА
Разработана методика калибровки продольного профиля валков пилигримового стана на основе современных представлений теории и практики пилигримовой прокатки.
Розроблена методика калібровки повздовжнього профілю валків пілігримового стану на основі сучасних уявлень теорії і практики пілігримової прокатки.
Procedure has been developed for calibration of roll longitudinal shape of pilger mill based on state-of-the-art theoretical models and practice of pilger rolling.
Введение
Оптимальная промышленная калибровка пилигримовых валков должна удовлетворять целому ряду требований производственного процесса, в том числе: максимальная производительность пилигримового стана и агрегата в целом, хорошее качество поверхности готовых труб, высокая (соответствующая требованиям стандартов) геометрическая точность труб, повышение стойкости пилигримовых валков. Зачастую эти требования вступают в противоречие друг с другом, тогда, естественно, оптимальная (рациональная) калибровка определяются теми из них, которые в конкретное время являются определяющими.
Решение задачи калибровки валков пилигримового стана включает следующие вопросы:
· выбор конфигурации продольного профиля валка по вершине калибра на всех его участках;
· выбор конфигурации поперечного профиля валка;
· выбор конфигурации всего копировального инструмента (прежде всего копиров) для изготовления на вальцекопировальных станках продольного и поперечного профилей валков.
Рабочий валок пилигримового стана (в продольном сечении по вершине калибра) может быть разбит на четыре основных участка (рис. 1): рабочая часть профиля (центральный угол θр), холостой участок или «зев» (центральный угол θхх) и переходные участки между ними – от холостого к рабочему, носящий название «переднего конуса» (центральный угол θпк), и от рабочего участка к холостому, носящий название «продольного выпуска» (центральный угол θпв). В свою очередь, рабочая часть имеет два участка: переменную часть профиля, носящую название «бойка» (гребня, заборного конуса) с центральным углом θб и его постоянную часть, которая называется «полирующим» (калибрующим) участком (центральный угол θп). К элементам калибровки относятся и радиусы валка (реальный – Rб, идеальный Ri).
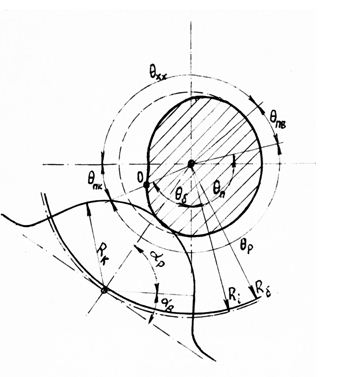
Рис.1 Профиль пильгервалка
В бочку валка врезан калибр радиуса Rк, который обеспечивает получение наружного профиля трубы (поперечное сечение валка) и состоит из двух основных участков: основного контура (опорный угол 2αp) и поперечных выпусков (опорные углы αв).
1 Выбор опорных углов продольного профиля валка
1.1 Угол бойка - θб
Углом θб следует задаваться, однако после определения основного закона изменения продольного профиля, величина θб корректируется по приведенной ниже методике. Практика установила допустимые колебания угла θб (в зависимости от прокатываемого сортамента) в следующих пределах: для отношения Dn/tn>15
для диаметров труб 4-6'' - θб= 60-65 0
для диаметров труб 5-12'' - θб= 65-85 0
для диаметров труб 10-16'' - θб= 85-105 0
При производстве толстостенных труб (8> Dn/tn >4) для выбора θ'б может применяться соотношение
θ'б = (1,25 – 1,40) θб (1)
При прокатке труб с отношением Dn/tn = 8 – 15 принимаются промежуточные значения углов бойка, однако сортамент прокатываемых труб на пилигримовом стане имеет обычно большой разрыв между максимальной средней толщиной стенки и минимальной толстой, что позволяет применять для прокатки толстостенных труб отдельную калибровку (копиры, валки).
1.2 Угол полирующего участка - θп
Оценочная величина угла полирующего участка (в градусах) может быть ориентировочно найдена по выражению [1]:
θп = 180 0 – θб/2, (2)
которая дает завышенные (на 25-35 %) значения θп и может служить первым приближением для дальнейшего уточнения.
Точное значение угла θп определяется по максимуму функции ϕ [2]:
Φ = m · nв, (3)
где m - величина подачи, мм;
nв - синхронное значение числа оборотов валков.
Подача (m) определяется по выражению:
m = ρn · ωn·cp  (4) (4)
где ρn - радиус валка по врезу калибра на полирующем участке
ρn = Ri - rn (5)
Чаще всего значения Ri практически известны (для условий конкретного пилигримового стана). Если же данные такого рода отсутствуют (что может быть в случае введения в сортамент совершенно нового, чаще всего нестандартного типа размера труб), то для предварительного выбора Ri следует воспользоваться графиком [3, стр. 136]. После расчета всех зон рабочего участка валков необходимо проверить выбранный радиус Ri на предмет обеспечения нужного, близкого к 90 0, угла кантовки гильзы. Величина радиуса трубы в горячем состоянии на полирующем участке rn является, по существу, высотой калибра и может быть определена по выражению
rn = (rтр + ∆rк) · 1,013, (6)
где rтр - радиус трубы в холодном состоянии;
∆rк - суммарное обжатие на калибровочном стане.
С точки зрения прямолинейности трубы, выходящей из валков калибровочного (редукционного) стана, что особенно важно при производстве нарезных труб (ГОСТ 632-80 и др.), величина суммарного обжатия не должна превышать 4 % от rтр. Может быть использовано и «глубокое» редуцирование (суммарное обжатие до 0,15 · rтр), но для труб требования по кривизне концов которых не столь жестки (ГОСТ 8731-78, 8732-78), как для нарезных. Опережение (суммарное) ωn·cp, входящее в выражение (4), является усредненным по постоянной части профиля
ωn·cp =  , (7) , (7)
где ωgn - деформационное опережение в начале полирующего участка, которое может быть определено по графику (рис. 2) в зависимости от коэффициента трудности [2]:
Кт =  , (8) , (8)
где rг - фактический радиус гильзы (по таблице прокатки), выбор которого обусловлен всем технологическим циклом: оптимальными размерами слитка и величиной обжатия в горизонтальном прессе и элонгаторе или в прошивном стане. Радиус гильзы rг должен быть меньше начального максимально допустимого (по условиям настройки) радиуса rо (rг ≤ rо).
tг = rг – (rп - tг) - ∆1, (9)
где ∆1 - односторонний зазор между дорном и гильзой.
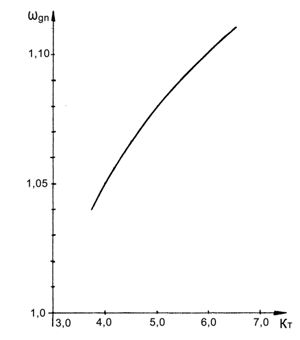
Рис.2 Изменение ωgn в зависимости от КT
Фактическая величина вытяжки по толщине стенки  (10) (10)
Таким образом, может быть определена подача m по выражению (4).
Синхронное число оборотов валков nв в функции аргумента θп
 , (11) , (11)
 Величины, входящие в эти выражения, в свою очередь, определяются зависимостями Величины, входящие в эти выражения, в свою очередь, определяются зависимостями
Т = FMат (PWF + WMaт),
где ат – ускорение (замедление) плунжера падающего аппарата в фазе торможения
ат =  , ,
Gт, М – вес и масса движущихся частей подающего аппарата;
f0 - коэффициент трения между движущимися частями и корпусом
подающего аппарата;
Р – давление воздуха, подводимого к подающему аппарату;
ε - средняя степень сжатия воздуха (известна из конструкции подающего аппарата) может быть определена по выражению ε =  ; ;
F – рабочая площадь поперечного сечения плунжера в воздушной камере
подающего аппарата;
W – полный объем воздушной камеры;
ℓот – полная длина отката плунжера валками
К = ρδ.cp ωδ.cp · θδ + ℓи + S (12)
где ρδ.cp – средний радиус бойка, величина которого зависит от выбранного профиля калибровки, который в свою очередь подлежит определению, что свидетельствует о некоторой относительности определения угла θп.
Примерная величина ρδ.cp может быть определена по формуле
 (13) Опережение ωδ.cp является усредненным по переменной части профиля и может быть определено по формуле (13) Опережение ωδ.cp является усредненным по переменной части профиля и может быть определено по формуле
 (14) (14)
где ωgn определяется по графику (рис. 2) и формулам (8) и (9),
а ωno – геометрическое опережение в начале бойка, определяемое из выражения
 (15) (15)
где λmo – коэффициент положения среднего радиуса определяется либо из работы [4], либо по выражению (для прямых поперечных выпусков – наиболее применяемых при пилигримовой прокатке):
 , (16) , (16)
где αво – угол поперечного выпуска калибра в начале бойка причем
αво = αвп + ∆ αв,
где αвп – угол поперечного выпуска калибра на полирующем участке
∆ αв – коррекция (обусловленная конструкцией вальцекопировального станка величина разности между максимальным и минимальным значениями углов выпуска).
Чаще всего значение αво обусловлено возможностями оборудования и поэтому задано. Значение αвп устанавливается в зависимости от отношения Dn/tn:
при Dn/tn< 8,0 - αвп = 30 0
при Dn/tn= 8,0- 15,0 - αвп = 26 0
при Dn/tn> 15,0 - αвп = 22 0
Длина отката гильзы по инерции ℓn принимается равной 6-7 % от полной длины отката: ℓи = (0,06 – 0,07) ℓот.
Длина S отката гильзы от момента захвата ее валками до выхода условного нулевого радиуса (ρус = Ri - rг) на линию центров, может быть определена по приближенному выражению S = (Ri - rг) · θпов,
θпов = (0,21 – 0,26) рад.
Величина полного отката ℓот = К + ρn · ωncp θп или
ℓот = 1,07 [(ρδ.cp · ωδ.cp · θδ + S) + ρn · ωncp ·θп ] (17)
После определения m = m (θп) по формуле (4) и nв = nв (θп) – по формуле (11) максимум функции ϕ – по формуле (3) может быть найден численными методами, для чего по выражению (2) определяется первое приближение θп, а затем, уменьшая это значение каждый раз на 20 и получая расчетные значения θп1 = θп – 2 0, θп2 = θп1 – 2 0 и т.д., определить точку максимума (расчет ϕ следует вести до пятой значущей цифры). Найденное оптимальное значение θп должно быть прежде всего проверено контрольными просчетами. Так, по формуле (17) определяется ℓот (для найденной величины θп), а затем рассчитывается коэффициент сжатия ε, который сравнивается с принятым для расчета. Если расхождение не превышает 4-5 %, то расчет можно не повторять. В противном случае, задавшись уже расчетной величиной ε, следует по указанной выше методике определить скорректированное значение θп, при этом число просчетов функции ϕ может быть значительно сокращено из-за определения (предварительными просчетами) области, в которой может лежать скорректированное значение θп.
После схождения всех функциональных зависимостей (ошибка не более 4-5 %) можно считать, что оптимальное значение угла θп определено. Вторым контрольным просчетом является определение угла кантовки. При шаге дрельной гайки Sш оптимальная длина отката lот, обеспечивающая последующую кантовку гильзы строго на угол 90 0:  . (18) . (18)
Если , следует ожидать перекантовки (недокантовки) гильзы, что в любом случае нежелательно. Можно рекомендовать рассогласование этих величин, не превышающее +6 %, т.е. 0,94 <  < 1,06. В противном случае следует задаться другим идеальным диаметром валков (увеличить и, соответственно уменьшить Di на величину нежелательной перекантовки) или изменить (уменьшить или увеличить – по необходимости) значение угла Өn. < 1,06. В противном случае следует задаться другим идеальным диаметром валков (увеличить и, соответственно уменьшить Di на величину нежелательной перекантовки) или изменить (уменьшить или увеличить – по необходимости) значение угла Өn.
После указанных действий следует определить два важнейших технологических параметра: величину подачи m по выражению (4) и синхронное число оборотов валков nв по выражению (11).
Для ограничения значений диаметра гильзы сверху необходимо определиться с допустимым (максимальным по условиям затравки) перепадом профиля бойка.
Величина перепада Σ = 2 (r0 – rn) (19)
и определяется по графику (рис. 3) в зависимости от отношения Dn/tn.
По графику (рис. 3) для каждого значения Dn/tn имеется своя оптимальная величина максимально допустимого перепада, что связано с созданием калибровок для каждого типоразмера в отдельности. Поскольку последнее на практике исключено, величину перепада усредняют по группам типоразмеров труб (усреднение на графике рис. 3 показано пунктиром) и принимают:
I группа: при Dn/tn = 6-18 … Σ = 170-180 мм
II группа: при Dn/tn = 19-30 … Σ = 135-146 мм
III группа: при Dn/tn = 31-40 … Σ = 115-126 мм
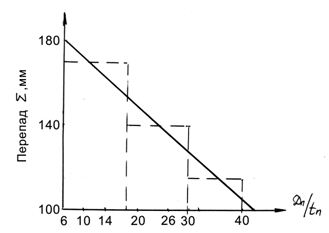
Рис.3 К выбору перепада Σ в зависимости от отношения Dn/tn
По приведенным усредненным величинам получается, что, например, труба ø 299 мм со стенкой 9 мм попадает в III группу, а со стенкой 12 мм – во вторую группу, что также усложняет эксплуатацию калибровок. По этой причине целесообразно выбрать перепад для самой тонкой стенки данного наружного диаметра трубы, распространив его затем на более толстые стенки этого же диаметра. Это позволит обойтись двумя-тремя копирами для перекрытия всего сортамента труб при самом широком его диапазоне, что уменьшает издержки производства.
При принятом Σ, из выражения (19) получаем:
 (20) (20)
1.3 Калибровка продольного выпуска
Участок продольного выпуска (Өnв) должен обеспечить плавный отрыв трубы от валков и поэтому, чаще всего, та его часть, которая, контактируя с металлом, участвует в общем откате, включается в оптимальное значение Өn. Практикой установлена величина угла Өnв = 15-20 0, а плавное уменьшение радиуса валка в пределах этого угла не должно превышать 2,0-2,5 мм. Изменение радиуса валка принимается по параболической кривой и в пределах продольного выпуска выражается уравнением:
 , (21) , (21)
где px – текущий радиус валка по вершине калибра на участке продольного
выпуска;
pn – радиус валка на полирующем участке;
∆ – суммарное уменьшение размера (∆ = 1,5-2,5 мм);
Өх – текущее значение угла продольного выпуска.
Доля участия в откате Өnв зависит от величины остаточной бугристости на трубе (нераскатанного объема металла) и представлена на графике (рис. 4). На другом графике (рис. 5) приведены зависимости коэффициента использования подачи (отношение подач при неполной и полной раскатке объема подачи) от фактического коэффициента бугристости (отношения толщин стенки по вершине калибра при неполной и полной раскатке объема подачи).
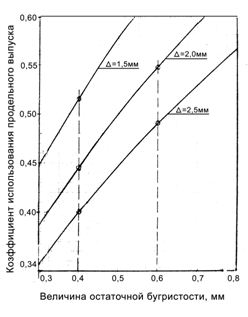
Рис.4 Зависимость коэффициента использования в откате продольного выпуска в зависимости от величины остаточной бугристости.
Из графика на рис. 5 следует, что бугристость, наводящая на трубе 5 %-ную разностенность ( =1,05), позволяет увеличить подачу (по отношению к установленной при полной выкатке объема подачи) до 15 % на трубах ø 219 мм и до 25-28 % – на трубах ø 325 мм, что является важным резервом повышения производительности. Наводимая разностенность (до 5 %), учитывая общий уровень разностенности от влияния других факторов процесса пилигримовой прокатки, является, по-видимому, предельно допустимой и в основном сортаменте прокатываемых стенок приводит к абсолютному утолщению стенок в пределах 0,4-0,6 мм. По графику на рис. 4 эти значения соответствуют, в основном, использованию примерно половины угла продольного выпуска (40-55 %). Исключение составляет величина ∆=1,5 мм, где использование угла Өnв (контакт с металлом) составляет ~73 %. Таким образом, для рекомендуемых значений Өnв абсолютная величина угла, участвующая в откате (а, следовательно, и в синхронизации процесса прокатки), составляет 8-10 0. =1,05), позволяет увеличить подачу (по отношению к установленной при полной выкатке объема подачи) до 15 % на трубах ø 219 мм и до 25-28 % – на трубах ø 325 мм, что является важным резервом повышения производительности. Наводимая разностенность (до 5 %), учитывая общий уровень разностенности от влияния других факторов процесса пилигримовой прокатки, является, по-видимому, предельно допустимой и в основном сортаменте прокатываемых стенок приводит к абсолютному утолщению стенок в пределах 0,4-0,6 мм. По графику на рис. 4 эти значения соответствуют, в основном, использованию примерно половины угла продольного выпуска (40-55 %). Исключение составляет величина ∆=1,5 мм, где использование угла Өnв (контакт с металлом) составляет ~73 %. Таким образом, для рекомендуемых значений Өnв абсолютная величина угла, участвующая в откате (а, следовательно, и в синхронизации процесса прокатки), составляет 8-10 0.
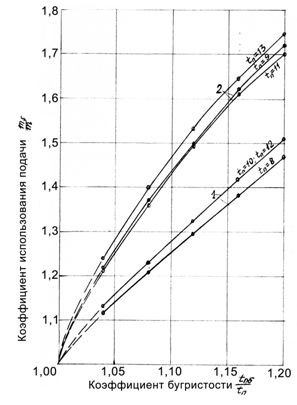
Рис. 5 Зависимость коэффициента использования подачи тб/т от фактического коэффициента бугристости tnб/tn: 1 – труба диаметром 219мм, 2 – труба диаметром 325мм.
2 Построение переменного профиля валка (по вершине калибра).
Определение аналитической зависимости 
На рис. 6 представлена расчетная форма переменного профиля валка (по вершине калибра). Здесь начальный радиус (радиус в нулевой точке)
 (22) (22)
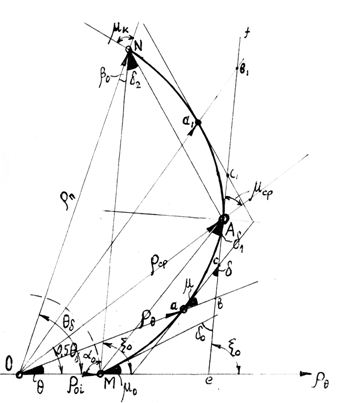
Рис. 6 Расчетная форма переменного профиля
валка по вершине колибра.
Сам переменный профиль MAN, представленный в полярных координатах, имеет три особых (базовых) точки: точку М – нулевую точку, точку N – конечную (соединенные общей прямой МN, они образуют «базу» или основание профиля) и точку А – экстремальную, отвечающую максимальной выпуклости профиля относительно «базы». Положение точки А определяется проведением касательной еf к профилю, чтобы еf // МN, при этом NМе = fер = ξо является одной из характеристик профиля. Другими двумя характеристическими параметрами являются углы МАе иNAf, образуемые хордами МА и NA и касательной еf (МАе = δ, NAf = δ1). Являясь усредненными, углы δ1 и δ2, с одной стороны полностью характеризуют профиль, с другой стороны – среднюю крутизну профиля на участках МА и АN, причем для передней части профиля (МА). Угол δ1 ограничивается захватной способностью валков, для его задней части (АN) – условиями раскатки (в помощь полирующему участку) объема подачи. fер = ξо является одной из характеристик профиля. Другими двумя характеристическими параметрами являются углы МАе иNAf, образуемые хордами МА и NA и касательной еf (МАе = δ, NAf = δ1). Являясь усредненными, углы δ1 и δ2, с одной стороны полностью характеризуют профиль, с другой стороны – среднюю крутизну профиля на участках МА и АN, причем для передней части профиля (МА). Угол δ1 ограничивается захватной способностью валков, для его задней части (АN) – условиями раскатки (в помощь полирующему участку) объема подачи.
Ограничение величины δ1 определяется по формуле [2]:
tqδ1 ≤ f – tq [900 – (Өб + βо – 0,5 φс)], (23)
где f – коэффициент трения; может быть определен по формуле
А.П. Грудева [5]:
f = Kn × Kм × Kv (0,84 – 0,0004 × t 0), (24)
где t 0 – температура конца прокатки, t = 1000 – 1100 0С;
Kn, Kм, Kv – коэффициенты материала валков, химсостава раската
и скорости прокатки;
Обычно значение f лежит в пределах f = 0,3-0,5;
Өб – опорный угол бойка;
βо – угол между конечным радиусом ρn и опорной базой [2]:
βо =  (25) (25)
φс – угол, характеризующий положение (в полярных координатах) максимальной выпуклости профиля относительно базовой прямой (точка А). Значимость передней (МА) и задней (АN) ветвей профиля весьма существенна для построения оптимальной технологии прокатки, однако в разные фазы процесса пильгерования она различна. Если передняя ветвь бойка определяет условия первоначального захвата металла валками (затравки), то его задняя ветвь обусловливает получение определенной геометрической точности труб в самом установившемся процессе прокатки, а также производительность всего процесса пильгерования.
Следовательно, при оптимизации условий деформации можно считать, что эти два участка в равной степени определяют технологическую направленность процесса по всем показателям, и поэтому должны участвовать в нем равными долями. Из этого предположения следует:
 ≈ 1,0 и следовательно δ1 ≈ 1,0 и следовательно δ1  δ2. δ2.
При этом можно принять φс 0,5 Өб.
Тогда выражение (23) примет окончательный вид:
tqδ1 ≤ f –  (26) (26)
где ξо =  (27) (27)
Кривая продольного профиля бойка представится полиномом:
ρφ = Аφ4 + Вφ3 + Сφ2 + Dφ + E1, (28)
где φ – относительное изменение текущего значения угла бойка,

Откуда окончательно:
А = 2 [2 (2К – D) – (2Е – D)]
В = (2К – D) – 2А
С = – (А + В + К)
Подстановка А, В, С, D и Е1 в выражении (28) дает уравнение профиля бойка.
В итоге уравнение (28) преобразуем к виду:
ρφ = Е1 [1 + ( ) φ], (29) ) φ], (29)
где φ =  (0 ≤ φ ≤ 1,0) (30) (0 ≤ φ ≤ 1,0) (30)
Ө – текущие значения угла бойка (0 ≤ Ө ≤ Өб).
Принимая определенную величину шага ∆Ө деление угла Өб на равные доли (или на равные доли с остатком), получаем ряд значений текущего угла: Өо = 0, Ө1 = ∆Ө, Ө2 = 2∆Ө, Ө3 = 3∆Ө … Өn = n∆Ө ... Өm = ӨT, а затем и соответствующий ряд значений φ: φо = 0, φ1 =  , φ2 = 2= 2φ1, φ3 = 3φ1 … φn = nφ1 … φm = 1,0. , φ2 = 2= 2φ1, φ3 = 3φ1 … φn = nφ1 … φm = 1,0.
Подставляя значение φ в выражение (29), получим соответствующие текущему значению угла Ө величины текущего радиуса валка: ρo =ρoi, ρ1, ρ2, ρ3 …ρn … ρm=ρ.
3. ПРИМЕРНЫЙ РАСЧЕТ КАЛИБРОВКИ ПРОДОЛЬНОГО
ПРОФИЛЯ ВАЛКА
Рассмотрим расчет калибровки продольного профиля валка для прокатки труб диаметром 219,1 мм (условный диаметр 8''). В таблице 1 представлена часть таблицы прокатки именно этого размера. Между тем, предложенная методика достаточно универсальна, т.к. позволяет рассчитать калибровку валка для любого сортамента труб, а также для отдельных групп сортамента (путем объединения размеров), что является целесообразным с целью ограничения типов (размеров) применяемых копиров. Так, единая калибровка (один копир) применяется для всех (минимальных и средних) толщин стенки двух размеров труб – ø219,1 и ø244,5 мм (условные диаметры 8'' и 9'').
Из таблицы 1 размер калибра валков пилигримового стана принят равным 253,5 мм. Согласно графика в работе [3] для этого диаметра калибра установлен идеальный диаметр валка Di = 830 мм.
В таблице 2 для размера труб 9'' (калибр ø253,5 мм обеспечивает получение труб размером 9'' с последующей малой деформацией на калибровочном стане и труб размером 8'' с глубокой вытяжкой на калибровочном стане (обжатие свыше 12 %) идеальный диаметр валка составляет Di = 822 мм (в том числе шпронт Ш=22 мм). Эту величину Di целесообразно принять для последующих расчетов.
В соответствии с практикой работы принимаем для средней пилигримовой установки угол бойка θб = 800 = 1,39626 рад.
Принимаем для расчета минимальную толщину стенки трубы равную 8,2 мм, т.к. стенка 7,1 мм производилась редко. Тогда отношение  = 30,3. = 30,3.
Для этого значения усредненная величина ∑ по графику (рис. 3) составит ∑=146 мм (по максимуму для II группы).
Тогда значение радиуса валка на полирующем участке ρn равно
ρn =  = 284,25 мм = 284,25 мм
а радиус в нулевой точке валка по формуле (22)
ρоi = 282,25 -  = 211,25 мм = 211,25 мм
Методика расчета опорного угла полирующего участка θn детально изложена выше. Для уменьшения объема статьи приведем окончательное расчетное значение угла θn = 1140.
При принятом значении угла продольного выпуска θnв = 18 0 суммарное уменьшение радиуса валка на этом участке Δ=2,0 мм и величина остаточной бугристости 0,4 мм (графики на рис.4.5) определим долю (величину) угла θnв, участвующего в откате, которая составляет (0,45 · 18 0) = 8 0. Тогда «чистое» значение угла полирующего участка будет θn = 114 – 8 = 106 0.
Таблица 1 Параметры прокатки на пилигримовом стане
|
№
п,п
|
Размер холодной трубы
по ГОСТ 632-80
D×t
|
Размеры горячих труб на пилигримовом стане
|
|
Диаметр
калибра Dк, мм
|
Диаметр
дорна, мм
|
Наружный диаметр трубы,
Dn, мм
|
Толщина стенки трубы,
tn, мм
|
|
катать
|
овальность
|
катать
|
разностенность
|
|
от
|
до
|
от
|
до
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
219,1×7,7
|
253,5
|
234/235
|
249,0
|
247,5
|
250,5
|
7,1
|
6,3
|
7,9
|
|
2
|
219×8,9
|
253,5
|
234/235
|
251,0
|
249,5
|
252,5
|
8,2
|
7,4
|
9,0
|
|
3
|
219×10,2
|
253,5
|
234/235
|
253,5
|
252,0
|
255,0
|
9,4
|
8,5
|
10,3
|
|
4
|
219×11,4
|
253,5
|
229,230
|
250,5
|
249,0
|
252,0
|
10,5
|
9,5
|
11,5
|
|
5
|
219×12,7
|
253,5
|
229/230
|
252,5
|
251,0
|
254,0
|
11,5
|
10,5
|
12,5
|
|
6
|
219×14,2
|
253,5
|
224,225
|
250,0
|
248,5
|
251,5
|
12,8
|
11,8
|
13,8
|
|
7
|
245×24,0
|
253,5
|
205/206
|
254,0
|
252,5
|
255,5
|
24,0
|
22,0
|
26,0
|
Таблица 2 Параметры пилигримовых валков
|
Размеры труб, дюйм
|
Идеальный диаметр валка
Di, мм
|
Диаметр бочки валка
Dб, мм
|
Первоначальная (расчетная) величина шпронта Ш, мм
|
|
|
|
|
|
|
8''
|
807
|
785
|
22
|
|
9''
|
822
|
800
|
22
|
|
10''
|
850
|
825
|
25
|
|
11''
|
895
|
870
|
25
|
|
12''
|
915
|
890
|
25
|
Таким образом, исходными параметрами для дальнейшего расчета принимаются: Dк = 253,5 мм; Di = 822 мм; Ш = 22 мм; ρоi – 211,25 мм, ρn = 284,25 мм; ∑ = 146 мм; θб = 80 0, θn= 106 0, θnв = 18 0, ∆ = 2,0 мм, tn min = 8,2 мм.
Последовательность дальнейшего расчета
Согласно выражению (27) определяем угол ξ0
ξ0 =  = 2,09522 рад = 120003' = 2,09522 рад = 120003'
Принимаем температуру прокатки (в момент затравки) t = 1100 0С по формуле (24) с помощью коэффициентов, приведенных в работе [5], определяем коэффициент трения f.
f = 0,9 · 0,8 · 0,9 (0,84 – 0,0004 · 1100) = 0,26
а по (26) tg δ 1 ≤ 0,26 - 
и δ1 ≤ 23036'
Определяем постоянные полинома (28):
Тогда, согласно (28), уравнение продольного профиля примет вид
ρφ = 211,25 [1 + (-0,54892φ3 + 0,83768 φ2 – 0,374154 φ + 0,43096) φ]
Расчеты, проведенные по последнему уравнению, сведены в таблицу 3. Пользуясь ее данными можно определить среднее значение радиуса валка ρср несколько точнее, нежели по выражению (13).
Так, если по выражению (13)
ρср = (411 – 126,75 – 8,2) -  ·77,7 (1 - ·77,7 (1 -  ) = 252,88 мм, ) = 252,88 мм,
то среднее истинное значение радиуса по бойку может быть определено по выражению ρср =  | = 251,275 мм, | = 251,275 мм,
при n=21
т.е. величина ошибки составляет 0,6 %.
Значение tr в формуле (13) определено по выражению (9) при величине одностороннего зазора между гильзой и дорном Δ1=3,5 мм.
tr = 199,75 – (126,75 – 8,2) – 3,5 = 77,7 мм
Определяем значение отката и величину перекантовки по принятому из практики значению Di = 822 мм, поскольку опорные углы рабочей части валка выбраны нами заново
Согласно (8) Кт =  = 6,01 = 6,01
и по графику (рис. 2) ωgn = 1,1
по выражению (7) ωnср =  = 1,05 = 1,05
Принимая угол поперечного выпуска максимально возможным (по конструкции вальцекопировальных станков КЖ 26-14) ∝в = 360, имеем по формуле (16)
Λmo =  = 0,675 = 0,675
по (15) ωnо =  · 0,325 + 0,675 = 1,307 · 0,325 + 0,675 = 1,307
ω по (14) ωб.ср =  = 1,2688 = 1,2688
и, согласно (12)
ℓот = 1,07[251,275 · 1,2688 ·1,39626 + 211,25 ·0,21 + 284,25 ·1,05 ·1,98968] = 1159 мм
а при шаге нарезки дрели Sш = 4400 мм, и угле кантовки строго на угол 90 0, согласно (18), допустимое значение отката
(ℓот) доп =  = 1100 < ℓот = 1100 < ℓот
При этом перекантовка составит 90 0 ( - 1) 50, что допустимо. Если бы перекантовка составила 100 и более, следовало бы либо уменьшить (соответственно) идеальный диаметр валков Di, либо уменьшить опорные углы рабочей части θб, θn и θnв и вновь сделать пересчет всех необходимых параметров. - 1) 50, что допустимо. Если бы перекантовка составила 100 и более, следовало бы либо уменьшить (соответственно) идеальный диаметр валков Di, либо уменьшить опорные углы рабочей части θб, θn и θnв и вновь сделать пересчет всех необходимых параметров.
В таблице 3 сведены не только итоговые данные расчета таблицы 1 (вариант 1), но и без приведения специального расчета, еще два варианта калибровок (вариант 2 и 3). Варианты отличаются друг от друга следующим: вариант 1 отличается от варианта 2 только величиной опорного угла бойка θб (в варианте 1 он на 17,6 % больше), а вариант 2 отличается от варианта 3 – только величиной коэффициента трения f (у варианта 3 он на 53,8 % больше).
Таблица 3 Расчетные параметры калибровки бойка
|
№№
|
Текущий угол Ө, град
|
Относительный уголφ
|
0,54892 φ3
|
0,83768 φ2
|
0,374154 φ
|
-[4]+[5]-[6]+ 0,430958
|
1+[7] φ
|
Расчетный радиус валка
 φ φ
|
Расчетный радиус калибра Rкφ
|
|
1
|
0
|
0
|
0
|
0
|
0
|
+0,4300958
|
1,000
|
211,25
|
199,75
|
|
2
|
4
|
0,05
|
0,00006862
|
0,002094
|
0,0187077
|
0,4142757
|
1,0207138
|
215,62
|
195,38
|
|
3
|
8
|
0,10
|
0,00054892
|
0,0083768
|
0,0374154
|
0,4013705
|
1,040137
|
219,73
|
191,27
|
|
4
|
12
|
0,15
|
0,0019526
|
0,0188478
|
0,05612310
|
0,3918301
|
1,058774
|
223,67
|
187,33
|
|
5
|
16
|
0,20
|
0,00439136
|
0,0335072
|
0,0748308
|
0,385234
|
1,077049
|
227,53
|
183,47
|
|
6
|
20
|
0,25
|
0,00857687
|
0,0523550
|
0,0935385
|
0,3811976
|
1,095299
|
231,38
|
179,62
|
|
7
|
24
|
0,30
|
0,1482084
|
0,0753912
|
0,1122462
|
0,379282
|
1,1137846
|
235,29
|
175,71
|
|
8
|
28
|
0,35
|
0,0235349
|
0,1026158
|
0,1309539
|
0,379085
|
1,132680
|
239,28
|
171,72
|
|
9
|
32
|
0,40
|
0,03513090
|
0,1340288
|
0,1496616
|
0,380194
|
1,1520777
|
243,38
|
167,62
|
|
10
|
36
|
0,45
|
0,050020
|
0,1696302
|
0,1683693
|
0,382199
|
1,171990
|
247,58
|
163,42
|
|
11
|
40
|
0,50
|
0,0686150
|
0,209420
|
0,1870770
|
0,384690
|
1,192343
|
251,88
|
159,12
|
|
12
|
44
|
0,55
|
0,0913266
|
0,2533982
|
0,2057847
|
0,3872450
|
1,212985
|
256,24
|
154,76
|
|
13
|
48
|
0,60
|
0,1185667
|
0,30156480
|
0,2244024
|
0,38946
|
1,23368
|
260,61
|
150,39
|
|
14
|
52
|
0,65
|
0,15074720
|
0,3539198
|
0,2432001
|
0,39093
|
1,254105
|
264,93
|
146,07
|
|
15
|
56
|
0,70
|
0,1882796
|
0,4104632
|
0,2619078
|
0,391234
|
1,27386
|
269,10
|
141,90
|
|
16
|
60
|
0,75
|
0,2315756
|
0,471195
|
0,2806155
|
0,3896
|
1,29247
|
273,03
|
137,97
|
|
17
|
64
|
0,80
|
0,281047
|
0,5361152
|
0,2993232
|
0,38670
|
1,30936
|
276,60
|
134,40
|
|
18
|
68
|
0,85
|
0,3371055
|
0,6052238
|
0,3180309
|
0,38104
|
1,32389
|
279,67
|
131,33
|
|
19
|
72
|
0,90
|
0,400163
|
0,6785208
|
0,3367386
|
0,37258
|
1,33532
|
282,09
|
128,91
|
|
20
|
76
|
0,95
|
0,4706303
|
0,756006
|
0,3554463
|
0,36089
|
1,34284
|
283,68
|
127,32
|
|
21
|
80
|
1,00
|
0,548920
|
0,837680
|
0,374154
|
0,34556
|
1,34556
|
284,25
|
126,75
|
Для того, чтобы сравнить между собой характер изменения закона продольных профилей, можно воспользоваться характеристикой остроты профиля, которую можно оценить изменением разности соседних радиусов бойка (при соблюдении общего закона их непрерывного возрастания) по выражению:
(∆)n →(n-1) = ()n – ()n-1 (31)
В графах 5, 7 и 9 таблицы 4 приведены результаты такого расчета для вариантов 1, 2 и 3.
Таблица 4 Варианты калибровок бойков
|
№№
|
Текущий угол, град
|
№ 1
|
3 2
|
№ 3
|
|
Өб = 80 0; f=0,26
|
Өб = 68 0; f=0,26
|
Өб = 68 0; f=0,4
|
|
радиус валка
|
радиус калибра
Rк
|
разность радиусов
∆
|
радиус валка
|
разность радиусов
∆
|
радиус валка
|
разность радиусов
∆
|
|
1
|
0
|
211,25
|
199,75
|
4,37
|
211,25
|
3,99
|
211,25
|
8,6
|
|
2
|
4
|
215,62
|
195,38
|
4,11
|
215,24
|
3,67
|
219,85
|
8,27
|
|
3
|
8
|
219,73
|
191,27
|
3,94
|
218,91
|
3,58
|
228,12
|
7,85
|
|
4
|
12
|
223,67
|
187,33
|
9,86
|
222,49
|
3,68
|
235,97
|
7,37
|
|
5
|
16
|
227,53
|
183,47
|
3,85
|
226,17
|
3,92
|
243,34
|
6,81
|
|
6
|
20
|
231,38
|
179,62
|
3,91
|
230,09
|
4,25
|
250,15
|
6,21
|
|
7
|
24
|
235,29
|
175,71
|
3,99
|
234,34
|
4,64
|
256,36
|
5,51
|
|
8
|
28
|
239,28
|
171,72
|
4,10
|
238,98
|
5,04
|
261,87
|
5,00
|
|
9
|
32
|
243,38
|
167,62
|
4,20
|
244,02
|
5,37
|
266,87
|
4,18
|
|
10
|
36
|
247,58
|
163,42
|
4,30
|
249,39
|
5,68
|
271,05
|
3,60
|
|
11
|
40
|
251,88
|
159,12
|
4,36
|
255,07
|
5,70
|
274,85
|
3,00
|
|
12
|
44
|
256,24
|
154,76
|
4,37
|
260,77
|
5,69
|
277,85
|
2,40
|
|
13
|
48
|
260,61
|
150,39
|
4,32
|
266,46
|
5,39
|
280,05
|
1,70
|
|
14
|
52
|
264,93
|
146,07
|
4,17
|
271,85
|
4,82
|
281,75
|
1,20
|
|
15
|
56
|
269,10
|
141,90
|
3,93
|
276,67
|
3Ю93
|
282,95
|
0,80
|
|
16
|
60
|
273,03
|
137,97
|
3,57
|
280,60
|
2,68
|
283,75
|
0,40
|
|
17
|
64
|
276,60
|
134,40
|
3,07
|
283,28
|
0,97
|
284,15
|
0,10
|
|
18
|
68
|
279,67
|
131,33
|
2,42
|
294,25
|
|
284,25
|
|
|
19
|
72
|
282,09
|
128,91
|
1,59
|
|
|
|
|
|
20
|
76
|
283,68
|
127,32
|
0,57
|
|
|
|
|
|
21
|
80
|
284,25
|
126,75
|
|
|
|
|
|
Анализ разности соседних радиусов (первой разности) в вариантах 1 и 2 свидетельствует о том, что при существенном увеличении угла Өб острота заборной части (переднего участка бойка) до угла поворота 24 0, примерно, одинакова, а затем острота бойка в варианте 2 начинает увеличиваться (по отношению к варианту 1), достигая максимальных своих значений несколько за серединой бойка (так же, впрочем, как и в варианте 1), относительное увеличение остроты для варианта 2 составляет 30,4 %. Далее, следует отметить, что если для варианта 1 характерно наличие двух минимумов и одного максимума остроты (как раз для середин переднего и заднего участков бойка, что немаловажно как для условий затравки, так и для раскатки объема подачи на переходном участке от бойка к полирующему участку, то в варианте 2 присутствует только один «растянутый» максимум (начиная с 36 0 и кончая углом 52 0), т.е. изменение первых разностей с увеличением угла Өб становится качественно отличным. Далее, увеличение угла Өб привело к более плавному переходу второй половины заднего участка бойка (если для варианта 2 уменьшение остроты с 3,93 мм до нуля происходит между углами 60 0 и 68 0, т.е. на восьмиградусном участке, то для варианта 1 это же значение остроты происходит между 60 0 и 80 0, т.е. на двадцатиградусном участке), что имеет существенное значение для формирования поперечного профиля раската на участках с максимальной частной вытяжкой. Так, следует ожидать для варианту 2 с более крутым изменением профиля на выходной части бойка, при прочих равных условиях, значительно больших частных вытяжек нежели для варианта 1, что приведет к более интенсивному поперечному истечению металла со всеми вытекающими отсюда последствиями.
Таким образом, итогом проведенного анализа является утверждение, что увеличение угла бойка не приводит к существенному увеличению остроты в его передней части, но приводит к некоторой «растяжке» остроты на выходном участке бойка.
Сравнение вариантов 2 и 3, отличающихся друг от друга коэффициентами трения показывает, что при увеличении (для варианта 3) коэффициента трения на 53,8 % острота бойка (разность соседних радиусов) увеличивается вдвое на переднем конусе бойка (характерно, что острота бойка монотонно подает и, в отличие от варианта 2, не имеет максимума внутри угла Өб). Такое распределение ближе всего к классическому, а получается оно при увеличении коэффициента трения. Помимо указанного сравнения показывает большое влияние (значительно большее, чем любых других факторов) коэффициента трения на характер изменения остроты переменного профиля. Отсюда возникает важность правильного выбора величины f для расчета. Поскольку данные по величине f достаточно противоречивы, а каждый пилигримовый стан имеет свои специфические условия деформации металла, желательно определить значение f практическим путем. Можно рекомендовать для этой цели известный из практики и наиболее удобный метод крутящих моментов. Коэффициент трения в этом случае может быть определен косвенным путем из выражения:
f =  , (32) , (32)
где Мшп – крутящий момент, замеряемый на шпинделе;
Мхх – момент холостого хода (момент сил трения в подшипниках валков);
Р – усилие прокатки, соответствующее замеренному крутящему моменту;
ρкат – катающий (средний) радиус валка по ширине калибра.
Величина катающего радиуса ρкат находится расчетным путем по выражению:
ρкат = Ri – то × Rко, (33) то × Rко, (33)
где то – определяется по выражению (16), а Rко = Кφ при φ = 0.
На основании принятых ранее исходных параметров предельного выпуска:
Өпв = 18 0; ∆ = 2,0 мм, рассчитываем по формуле (21) его профиль, принимая расчетный шаг равным 4 0. Расчеты сведены в таблицу 5.
Таблица 5 Изменение  и Rк на участке продольного выпуска, мм и Rк на участке продольного выпуска, мм
|
|
Изменение угла Өпв, град
|
|
0
|
4
|
8
|
12
|
16
|
18
|
|
()пв
|
284,25
|
284,15
|
283,85
|
283,36
|
282,67
|
282,25
|
|
(Rк)пв
|
126,75
|
126,85
|
127,15
|
127,64
|
128,33
|
128,75
|
Выводы
1. Определены основные задачи калибровки пилигримовых валков и геометрия профиля калибра.
2. Рассмотрен выбор опорных углов продольного профиля валка (Өб, Өn и Өnв).
3. Приведена методика построения переменного профиля валка (по вершине калибра).
4. Приведен примерный расчет калибровки продольного профиля валка пилигримового стана.
Список литературы
1. Оборудование цехов с пилигримовыми трубопрокатными установками / С.Н. Кожевников, А.В. Праздников, А.М. Иоффе и др. М.: Металлургия, 1974.- 256 с.
2. Экономия металла при производстве труб нефтяного сортамента / А.А. Чернявский, В.В. Березовский, Ю.Д. Угрюмов. М.: Металлургия, 1987.- 394 с.
3. Матвеев Ю.М., Ваткин Я.Л., Калибровка инструмента трубных станов. М.: Металлургия, 1970. – 480 с.
4. Горячая прокатка и прессование труб / Ф.А. Данилов, А.З. Глейберг, В.Г. Балакин. М.: Металлургия, 1972. – 576 с.
5. Грудев А.П., Теория прокатки. М.: Металлургия, 1988.
|