Production of Anticorrosion Coating Material by Converter Dust with MgO and Cr2O3 |
09/09/2014 2:26pm
\\ Статьи
09/09/2014 2:26pm

Using converter dust as, adding MgO and Cr2O3, a high anticorrosion solid coating material was produced. The influences of adding MgO and Cr2O3 (ranging 10%~20%) on the performance of high anticorrosion solid coating were studied. The results show that when the amount of MgO(10%~20%) in converter dust increases, feeding MgO and Cr2O3 is beneficial to the decrease of coating solid component, but feeding only Cr2O3(10%~20%) has little effect. Thus, it is advisable to add MgO and Cr2O3 to improve the resistance of the coating to salt water and acid. The coating of 120h acid corrosion was almost no corrosion phenomenon. Key words: converter dust, anticorrosion coating, salt spray test, MgO, Cr2O3
Production of Anticorrosion Coating Material by Converter Dust with MgO and Cr2O3
Hui Li 1, Jinglong Liang 1, Fei Hao 1,Shufeng Yang 2
1Key Laboratory of Ministry of Education for Modern Metallurgy Technology, College of Metallurgy and Energy, Hebei United University, Tangshan 063009, China ,[email protected]
1 Experimental schemeTable1 Experimental formula of added oxides
The total amount of the coating is 30 g and the fillers contain converter dust with a certain amount of stone powder, quartz powder and mica powder. The proportion of converter dust is 3%-5% (4% in this experiment), flatting agent 0.5%- 1% of the main reagent (0.75% with the actual amount is 0.22 g in this experiment); thixotropic agent 0.25%- 0.5% of the main reagent (0.3% with the actual amount of 0.09g in this experiment); dispersant agent 0.5%-1% of the main reagent (0.75% with the actual amount of 0.22g) coupling agent 0.25%-0.5% (0.3% with the actual amount of 0.09g), as shown in Table 1. Table2 Experimental arrangements of added oxides
The converter dust was firstly filtered by a sifter of 250 meshes. Epoxy resin, thinners, sifted converter dust and promoters were mixed and stirred to get the agent with the consistent content. Then, the agent was coated on the surface of a steel plate, and was dried to measure the performance of the coating. 2 Results and DiscussionFig. 1 shows the result of the coating surface and the salt fog test without adding oxides. Small shrinkage cavities can be discovered on the surface. After the salt fog test, big corrosion pits and a few corrosion points appear. And after the resistance to acid test, dispersed corrosion points show up on the sample surface.
Fig.1 The result of the coating surface and the salt fog test without adding oxides
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The oxide added the amounts of /% |
The left tables |
Expulsion rate/% |
Solid |
|
|
MgO |
10 |
96 |
4 |
4H |
|
15 |
100 |
0 |
4H |
|
|
20 |
98 |
2 |
5H |
|
|
Cr2O3 |
10 |
97 |
3 |
5H |
|
15 |
98 |
2 |
4H |
|
|
20 |
95 |
5 |
5H |
|
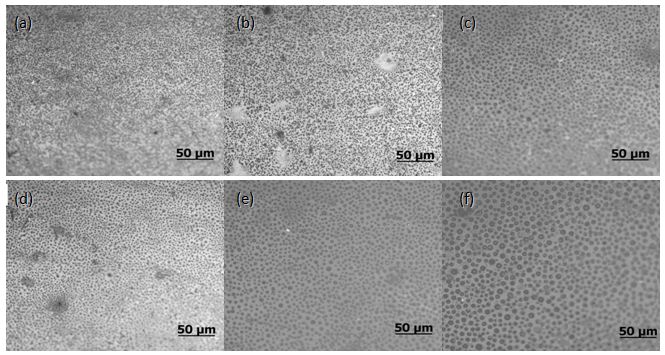
1) The resistance to salt water for the film coating
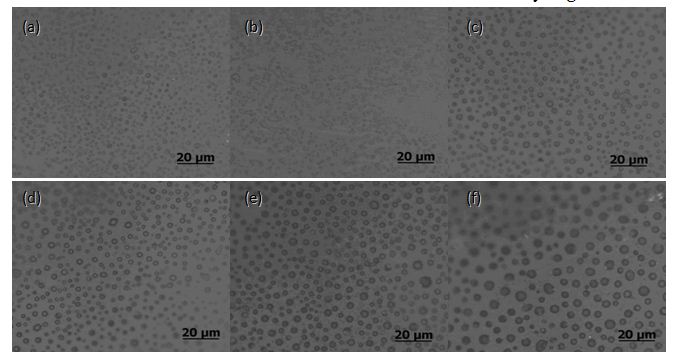
The resistances to salt water test was carried out to the prepared coating film for 120h. Observe the corrosion status by Zeiss microscope in 200 times zoom, as is shown in Fig 4.
Compared with (b) in Fig 1, it is clear that after adding MgO in the converter dust, the resistance to the salt water increases greatly. But the resistance changes little. It is known from (b) in Fig 4 that there is a big corrosion point on the surface of the film coating after adding 15% MgO, but there are no other obvious corrosion points. It is known from (a) and (c) in Fig 4 that when the amount of MgO are 10% and 20%, after the salt fog corrosion, there are a few corrosion points on the surface of the film coating, which is slightly corroded. It is known from (e), (f) and (g) that after adding 10% Cr2O3, there are more corrosion points on the surface, while when the amount is 20%, the film coating is perfect.
2) The resistance to acid of the film coating
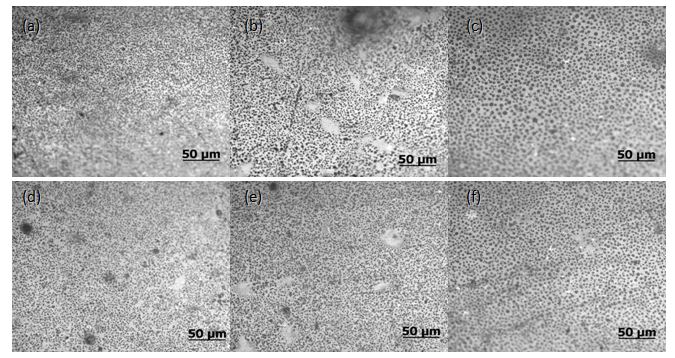
After adding MgO and Cr2O3, the prepared film coating as color fillers is tested by the acid salt fog test. And then in Zeiss microscope roomed to 200 times, the corrosion status is shown as Fig 5. Compared with (c) in Fig 1, the resistance to acid increases.
It can be seen from Fig. 5(a) and (b) that when the adding amounts of MgO are 10% and 15%, after the salt fog corrosion, there are a few corrosion points on the surface of film coating. When the amount is 20%, the film coating is perfect without corrosion points, as is shown in Fig 5(c). It is clear that with the amount of MgO increases, the resistance to acid of the film coating is strengthened. Fig 5(e) shows that after adding 10% Cr2O3, after the salt fog corrosion, there appear many big corrosion points. With the increase of the amounts, the corrosion points decrease. When to 20%, the film coating is perfect, with no corrosion.
The prepared film coating as color fillers are filmed on the silicon steel sheet. When it is corroded, MgO can be corroded as cathode, which can protect the substrate from being corroded. In addition, MgO, used as fillers, which is usually combined with SiO2, exists as 3Mg·4SiO2·H2O. Its oil-absorbed value is high, which can be used to improve the rheological properties, reduce the contraction stress in the film and avoid appearing cracks and voids. At the same time Cr2O3 does not easily make reactions with acid and alkali. When it is added into the converter dust as color fillers, it can increase the resistance to corrosion of the film coating. So, adding MgO and Cr2O3 can both increase the anticorrosion of the film coating.
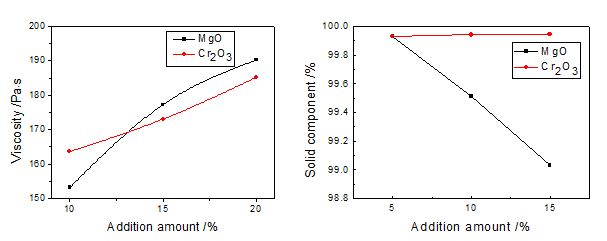
1) The viscosity of the coating increases with the increasing amounts of MgO and Cr2O3, and goes up more obviously by adding more MgO. When the amounts increased to 15%, the viscosity increased largely with adding MgO and is 4.18Pa.s bigger than adding Cr2O3. The paint solids are more than 99% when adding MgO and Cr2O3 separately for 10%, 15% and 20%, but the value slightly changes by adding more Cr2O3.
2) Shrinkage cavities are generated on the surface of film coating by feeding MgO and Cr2O3 in the converter dust, and tend to be bigger when more MgO and Cr2O3 are added.
3) The performance of the high solid anticorrosion coating is improved by adding 10%~20% MgO and Cr2O3 in the converter dust. After adding MgO, the resistance to salt water is enhanced greatly, and it's not sensitive to the amount of MgO. And with the increase of Cr2O3, the resistance of the coating against salt water and acid goes stronger. The coating of 120h acid corrosion test showed nearly no corrosion sign.
This work was financially supported by the National Natural Science Foundation of China (Grant No. 51104054)
[1] Hao Fei, Li Yungang, Li Jing. Anticorrosive coating production method with converter dust gas as filler[J]. Energy for metallurgical industry, 2013,32(3):52-54.
[2] Chen Weixing, Hou Yonggang, Shi Yu. Coating and its detection technology[M]. Beijing: Chemistry Industry Press, 2011:71-73.
[3] Zhai Huazhang, An Xiaoqiang, Cao Chuanbao, Wang Fuchi, Cai Hongnian. Synthesis and characterization of MgO single-crystalline one-dimensional nanostructures[J]. Rare metal materials and engineering, 2008,37(Z1):667-670.
[4] Zhan Zhenyi. Research and development of anti-corrosion coatings[J]. Henan chemical industry, 2011,28(2):19-21.
[5] Lu Gang. The trend of high solid anti-corrosion coatings development and product promotion and application[J]. Chemical industry, 2013,31(4):35-40.