Modification Kinetics of MgO–Al2O3 Inclusions by Ca-treatment |
22/05/2014 2:39pm
\\ Статьи
22/05/2014 2:39pm

Shufeng Yang State Key Laboratory of Advanced Metallurgy School of Ecological and Metallurgical Engineering Jingshe Li State Key Laboratory of Advanced Metallurgy School of Ecological and Metallurgical Engineering Xiangzhou Gao State Key Laboratory of Advanced Metallurgy School of Ecological and Metallurgical Engineering Yu Ma State Key Laboratory of Advanced Metallurgy School of Ecological and Metallurgical Engineering
Modification Kinetics of MgO–Al2O3 Inclusions by Ca-treatment Abstract: In this paper, high-temperature experiments were first carried out to study the modification kinetics of MgO–Al2O3 inclusions by Ca-treatment, and then a kinetic model for modification of MgO–Al2O3 inclusions by Ca-treatment was developed. The results predicted by the kinetic model agree well with the experimental results, and both show that the diffusion of Mg replaced by Ca in the inclusions is the rate-controlling step and full modification of MgO–Al2O3 inclusions requires a long time. For example, to fully modify a 12 μm inclusion, at least 20 min is required after Ca-treatment. In practice, to fully modified MgO–Al2O3 Ca-treatment should be carried out as far as possible in advance.
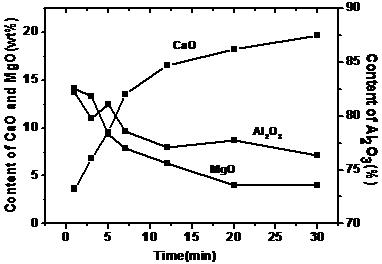
1. Introduction MgO–Al2O3 spinel inclusions are unfavorable for both the quality of products and the castability of the steel because of their high melting point and high hardness.[1] To reduce the negative effects of MgO–Al2O3 spinel inclusions, it is important to modify the inclusions into liquid inclusions in the molten steel. Many studies[2–6] have investigated the modification of MgO–Al2O3 inclusions by Ca-treatment. Itoh et al.[2] found that even a very small amount of Ca in the steel can significantly decrease the stability of spinel inclusions and dramatically increase the stability of liquid MgO–Al2O3 inclusions. Young et al.[3] studied the formation mechanism of liquid calcium alumina inclusions originating from MgO–Al2O3 spinel materials, and found that spinels reacted with the dissolved Ca, forming a liquid calcium aluminate phase. Pistorius et al.[4] suggested that MgO could substantially contribute to liquefy inclusions by calcium treatment, so less calcium was needed when MgO was present in the starting inclusions. They concluded that calcium treatment can successfully modify spinel inclusions to mixed alumina–lime–magnesia inclusions and they change from irregular to globular in shape. 2. Kinetic Experiments of Ca-treatment 2.1 Methodology The description of the equipment used to carry out the experiments for modification of MgO–Al2O3 inclusions by Ca-treatment can be found in this literature.[7] The experimental steel is 30CrMo, with a composition (in wt%) of C 0.30, Si 0.22, Mn 0.52, P 0.015, S 0.007, Mo 0.10, V 0.12, Cu 0.07, and Cr 0.94. The experimental procedure is as follows. A total of 390 g of 30CrMo steel was melted in a crucible at a temperature of 1600 °C for homogenization. 0.3 g of aluminum wire was then added to the melt for . After about 5 min, 4 g of Mg was added into the melt. Ca-treatment using 4 g calcium silicide addition in powder form was performed about 10 min later. Liquid steel samples were taken by quartz tubes at various times after Ca-treatment: 1, 3, 5, 7, 12, 20, and 30 min. Some of the samples were used to analyze the composition of the steel and the others were used for the observation of inclusions. 2.2 Variation of Inclusion Composition Figure 1 shows the variation of the average composition of the inclusions. After Ca-treatment, the average content of CaO sharply increases in the first 7 min, and then gradually increases from 7–30 min. After about 20 min, the value changes little and remains at about 20%. The MgO and Al2O3 contents in the inclusions rapidly decrease after Ca-treatment.
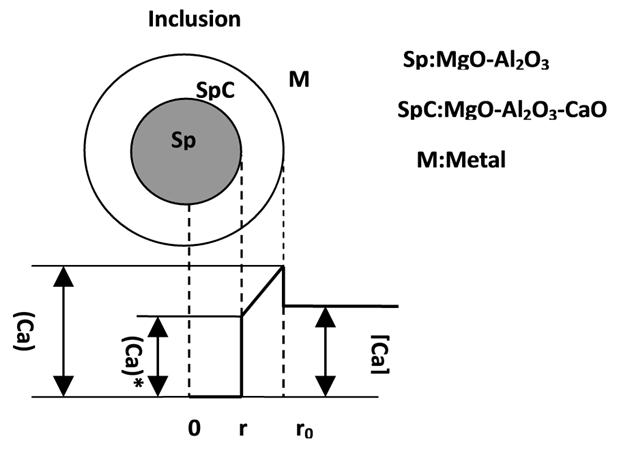
Figure 1. Variation of inclusion composition after Ca-treatment. 3. Kinetic Model of Ca-treatment for MgO–Al2O3 Inclusions As discussed above, deoxidation by Al generates a mass of Al2O3 inclusions that will react with Mg existing in the melts. Thus, the inclusion components change from Al2O3 to MgO–Al2O3. The Mg in the melts is artificially added, although in practice MgO in the slag or ladle lining can be reduced by Al and the reaction product Mg enters into the molten steel. Calcium treatment can modify irregular-shaped spinel inclusions into globular CaO–Al2O3–MgO inclusions. The modification mechanism is (1) diffusion of the dissolved Ca in the boundary layer, (2) diffusion of Ca in the CaO–Al2O3–MgO inclusions, (3) reaction between Ca and MgO–Al2O3 at the interface, (4) diffusion of the dissolved Mg in the inclusions, and (5) diffusion of the dissolved Mg in the boundary layer. 3.1 Diffusion of Ca or Mg in the Inclusion Layer as the Rate-Controlling Step The kinetic equations and the method of calculation are completely different when treating the diffusion of Ca and Mg in the inclusion as the rate-controlling step separately, which is due to the different diffusion coefficients of Ca and Mg in MgO–Al2O3–CaO inclusions. Here, only the diffusion of Ca as the rate-controlling step will be discussed in detail. For the case of Mg, we will only show the calculated results.
Fig. 2 Distribution of Ca content when treating the diffusion of Ca in the inclusion layer as the rate-controlling step.
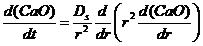
Equation (1) is a type of partial differential equation that is difficult to solve through analytical methods, and it is better to employ numerical methods to obtain the approximate solution at a certain precision. In this kinetic model, we used the finite difference method to solve the basic equation. Finite difference methods can be divided into direct difference and implicit difference methods. Starting from the differential equation, the method replaces the derivative by the difference quotient, and connects the differential equation and the solution under definite conditions into a linear system, which can be solved to obtain a numerical solution of discrete points. Therefore, the choice of space and time step is limited during the process of equation discretization. This model adopts the implicit difference method to solve the equation, and then based on the discrete equations we wrote a code to solve the equation. Treating the concentration range of CaO in the inclusion as the boundary condition, the model will calculate the time for a given size inclusion particle to grow to saturation.
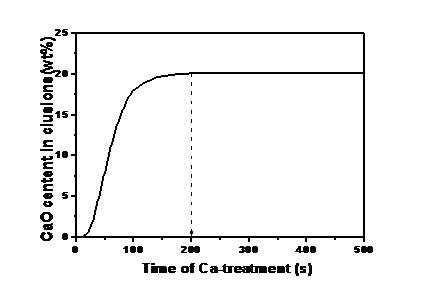
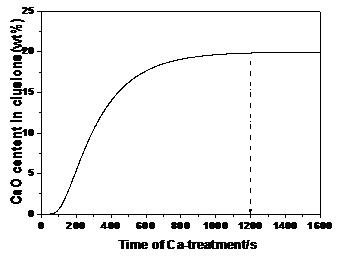
Fig. 3 Calculated result of the CaO content in an inclusion when treating the diffusion of Ca in inclusion layer as the rate-controlling step. As mentioned above, when the rate-controlling step is the diffusion of Mg in the inclusion layer, the kinetic equation, the calculation method, and the boundary conditions are the same as when Ca is considered to be the rate-controlling step. The only difference is the diffusion coefficient. For the diffusion coefficient of Mg in the spinel inclusion, we used the diffusion coefficient of Mg in the MgO–Al2O3–CaO inclusion layer: DMg-Inc = 3.2 × 10−13 m2/s.[9] The change of CaO content with time is shown in Figure 4, which shows that the time needed for the CaO content to become saturated in the inclusion is about 1200 s.
Fig. 4 Calculated result for the CaO content in inclusions with respect to time of Ca-treatment(s) when treating the diffusion of Mg in the inclusion layer as the rate-controlling step. 3.2 Diffusion of Ca or Mg in the Boundary Layer as the Rate-Controlling Step When diffusion of Mg and Ca in the inclusion is sufficiently fast, the rate-controlling step will be the diffusion of Ca or Mg in the boundary layer during the process of Ca-treatment, and the concentration of Ca and Mg in the inclusion is assumed to be constant. The diffusion of Ca and Mg in the boundary layer and the diffusion equations of Ca and Mg are the same. Because the difference between the diffusion coefficients of Mg and Ca is small, they will be regarded as the same during the calculations. Thus, they will also have the same kinetic model. Consequently, only the diffusion of Ca in the boundary layer will be discussed.
Fig. 5 Distribution of Ca content when the diffusion of Ca in the steel boundary layer is the rate-controlling step. where (Ca) is the concentration of calcium in the inclusion, [CaO] is the concentration of calcium in the steel, [Ca]* is the calcium concentration close to the steel side on the reaction interface, and (Ca)′ is the calcium concentration close to the inclusion side on the reaction interface. Because the size of the inclusions is quite small ((1.0–5.0) × 10−6 μm), we assume that there is material transmission only on the liquid steel side of the interface; namely, (Ca) is equal to (Ca) ′.
The relationship between the time of the Ca-treatment and the CaO content in the inclusion is shown in Figure 8.
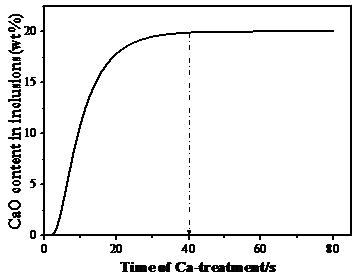
Figure 6 Content of CaO in inclusions when treating the diffusion of Ca and Mg in the boundary layer as the rate-controlling step. Figure 6 shows that when the diffusion of Ca and Mg in the boundary layer is the rate-controlling step, CaO in the inclusion quickly becomes saturated (40 s), which indicates that Ca and Mg diffuse faster in the boundary layer of molten steel than the diffusion of Ca and Mg in the inclusion layer.
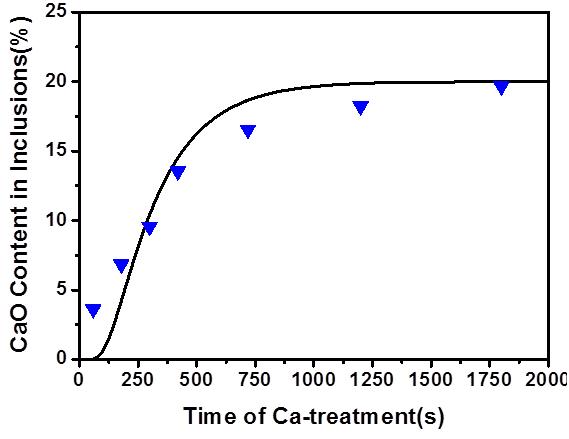
Figure 7 Comparison of the results of the model and experiment of the CaO content in inclusions with Ca-treatment time. 4. Conclusions 1) A kinetic model is developed based on the experiment results to predict the time of modification of MgO–Al2O3 inclusions. The results predicted by the kinetic model and those obtained by experiments are in good agreement. Acknowledgments The authors are grateful for support from the National Science Foundation China(51304016). References
ПрезентацияКонтакты
КонтактыПартнеры |
|
 (1)
(1)
 , (2)
, (2) , (3)
, (3)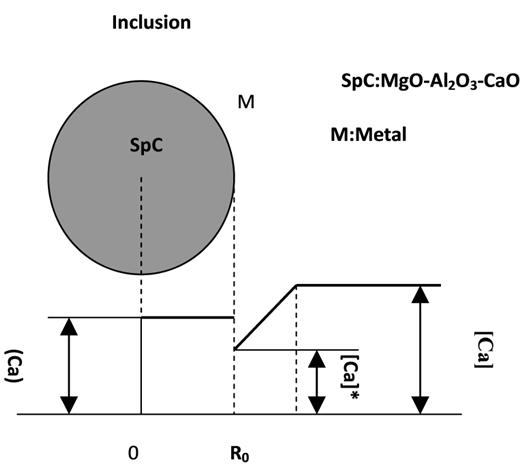
 (4)
(4)