Автор: Ryazantsev A.A.
Категории:
automatization
Critical analysis of approaches for solution of the problem of increase of reliability and service life of open coarse-grained gears of spherical ore-pulverizing mills was carried out. The influence of physical mechanical properties of gear wheels material on the wear rate during running and set uniform wear of teeth contact point was determined. The abilities of their yielding surface plasma quenching were proved.
Keywords: open gear drive, abrasive wear, surface plasma quenching.
UDK 621.926.5
Analysis of means of reliability and service life growth for open gear drive of ore-pulverizing mills
A.A. Ryazantsev
Assistent of Mechanical engineering departement,
State Higher Educational Institution "Kryvyi Rih National University"
Ukraine
Problem statement. Gear drive takes the leading place in mechanical systems (machines and mechanisms) and the industrial safety and output quality depends on its current technical condition. They are operated in conditions of impulsive-cyclic subgrade loads, which cause high requirements for the loadbearing of gear drive. Reduction of loadbearing is determined by such reasons as: weakening of the tooth at its base, fatigue spalling of contact point and wear of tooth profile.
Open gear drives are subjected to abrasive wear of teeth working area during ingress on them some dust or dirt, which act as abrasive. Analysis and evaluation of teeth abrasive wear is made depending on the characteristic of abrasing effect of physical mechanical properties of material, geometric and linkage parameters of conjugations. Lowering of intensity of abrasive wear, both in the area of wear curve running, and in the area of uniform wear, is current problem.
Definition of unsolved problem. For increase of reliability of gear and transmission it is of current interest the following: development of scientifically grounded and proved evaluation criteria for limit state of gear drive; development of methodology for operational evaluation of wear rate of teeth working area; improvement of technology of their case-hardening.
Analysis of recent researches. The range of experimental researches, considering the specific features of mining machinery, in particular - ore-pulverizing mills, are devoted to the abrasive wear, as the most widespread type of wearing. A lot of researches from research-and-development, design-and-engineering and higher institutions from Ukraine and all over the world explored it.
Researches concerning determination of common patterns of abrasive wear are the most interesting. The range of works in this direction is based on the usage of theory of similarity. Researches based on the study of abrasive grain mechanic in the zone of teeth contact (Gavrilenko V.A., Ermichev V.A., Kashcheev V.N.) are of great interest.
Data of the work is further developed by G.Ya. Yampol'skiy, A.P. Natarov, I.V. Kragel'skiy [1, 2, 3, 4].
Literature data analysis on the problem of research represents that the existing recommendations concerning the criteria of limit state of high load gear drive are contradictory and consider the correlation between characteristics of teeth contact damages and performance characteristics of gear not fully, at full assessment of factors influencing the durability of open gear drive, including parameters of hardened work area of gear wheels.
Principal regularities of abrasive wear of open gear drive of ore-pulverizing mills (analysis of experimental data).
Wear of teeth may be divided into three periods: running-in, steady and catastrophic. Considering wear rate of teeth in time within each of the periods, let us replace true relationship with a linier one. Wear intensity and rate during running-in period of open gear drive of ore-pulverizing mills is determined by mutual mismatches of teeth, which lead the loads to significant concentrations across the width of girt gear and presents a random value.
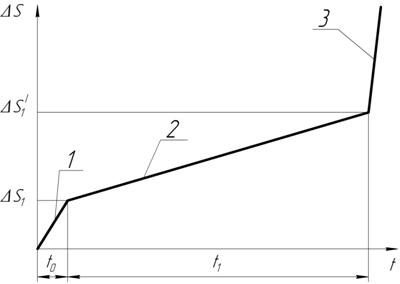
Figure 1. Idealized wear curve of gear teeth. ∆S10, t10 – the value and duration of run-in wear; ∆S΄1 – permissible value of teeth wear by one active surface; t1 – duration of the period of set wear.
In result of processing of experimental data, there were stated that the values of running-in wears of gear teeth and ring mainly lie in the range of ∆S10=0.6÷1.5mm, ∆S10=0.3÷0.6mm. The velocity of running-in gear wheel wear at the average is equal to Vn1≈5V1 (V1 – velocity in the period of settled gear wheel wear) and its durability - t0≈∆S10/5V1.
During service life of the gear wheel, the settled wear period is the most longstanding. Starting from the wear rate of gear teeth ∆S΄1=3÷4 mm, catastrophic wear-out failure period starts. Wear rate in this period equals Vx1≈25V1.
In connection with this, it is reasonable to set permissible value of gear teeth wear as [∆S1] ≤ 8 mm (4 mm on each active surface of the tooth).
Exploitation experience and experimental research show that service life of rim is determined by economic aspect, not physical capacity. At certain value of rim wear, service life of gear wheel reduces insomuch that its further exploitation does not make sense. The fig. 2 shows experimental dependence of the wear rate of MB-7000х2300 mills gear wheel in conditions of Inguletsk mining-and-processing integrated works on the averaged value of wear of the rim teeth.
During the initial period of exploitation of MB-7000х2300 mills, longevity of drive gear was 3-3.5 years. After the wear of rim teeth on the value ∆S2=6.6mm, service life of drive gear reduced to 6-8 months.
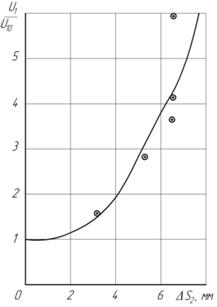
Figure 2. Dependence of wear rate of MB-7000х2300 mills gear teeth on the wear value of rim teeth, U10 – wear rate at initial time (at ∆S2≈0)
Supposing that wear rate of the rim complies with the similar regularity, let us approximate the experimental dependence to exponential function
 (1)
(1)
In this case coefficients К=0.237 mm-1, х=2.8, where U1(2)0 – wear rate of gear teeth and rim during the initial period.
Analytical dependences will be given below.
During design and operation of mills, choice of one or another driver type, one should determine the longevity of tooth gears, estimate the effectiveness of measures focused on its increase.
For heavy-duty elements of friction pairs, to which toothed wheel gearing of exposed drives of mills refers, the wear rate, depending on the conditions of abrasive action A, physic-mechanical properties of materials M1(2), geometrical and linkage parameters of integrations K, may be presented as following.
 (2)
(2)
where U1(2) – wear per one loading;
A=qa2/3A0.5σ2.5; (qa – concentration of abrasive impurities in the lubricant or air, %; R – their midradius, mm; σ – tensile strength, kgs/ mm2);
 (δ1(2) – characteristic of surface coating plasticity - elongation at failure; t - contact friction fatigue coefficient;
(δ1(2) – characteristic of surface coating plasticity - elongation at failure; t - contact friction fatigue coefficient;  ;
; – relative radius of curvature of joint surfaces, mm; V1, V2 – slip velocities of joint surfaces, m/s).
– relative radius of curvature of joint surfaces, mm; V1, V2 – slip velocities of joint surfaces, m/s).
The data processing shows that analytical expressions quite correctly describe abrasive wear of teeth of exposed drive of mills. Besides, for drives that are in close conditions, quantitative agreement of results is also satisfying.
Considering (3.3) and the results of experimental researches, analysis and evaluation of the wear rate of open tooth gear of ore-pulverizing mills we will fulfill according to the following formula:
U1(2)=60N1(2) Kn1(2) υ2 L1(2) (3)
where N1(2) – parameter characterizing abrasive effect of the medium and mechanical-and-physical properties of materials for teeth for these experimental conditions (for mills, working in different conditions, averaged values are N1=3.4∙10-10mm1/2, N1=6.4∙10-10mm1/2),
n1(2) – rate speed, rpm,
υ2 – intertwining number of rim teeth per one revolution;
L – coefficient, considering the difference of abrasive affect of the medium, mechanical-and-physical properties of material and conditions of teeth loading for controlling case:
 (4)
(4)
 ;
;  ;
;  ;
;
 ;
; 
(values with indexes N correspond to those, for which the parameter N1(2) is determined, and with P-index – to controlling case).
In the expression (4)it is suggested that during reduction or increase of the load in gear, appearance of accompanying species of wear is possible, the influence of which will be calculated by ξ coefficient. Tooth gears of tested mills are affected by similar loads, this allows to set ξ =1.
The peculiarity of operation of open tooth gear of a mill is that fact, that during exploitation it can be affected by a range of running-in regimes, during which accelerated wear takes place. Multiplicity of running-in regimes of rim is connected first of all with the fact, that in pair with it several gear wheels work, as their service life is considerably smaller. In some cases the repair of the drum (re-lining) is fulfilled on the special stand. The drum together with running-in rim is carried over on the stand, and on its place the drum is placed, the rim of which was operated before in pair with another tooth gear. For this reason in conditions, for example, Inguletsk mining-and-processing integrated works, rim teeth and gear wheel of MB-7000х2300 mill sustain running-in regimes each 5-6 moths.
Let the toothed wheel gearing sustain r i running-in regimes during service lifetime. Averaging wear rate, the longevity of gear wheel we will determine from the expression
 , (5)
, (5)
where i=1,2,3,…n; (the number of gear wheel, being operated with the rim);
ti – integral time of teeth wear in steady state mode during service life of gear wheel;
[∆S1] – permissible value of wear.
Considering that the longevity of gear wheel is equal to  , from (5), we will get:
, from (5), we will get:
 (6)
(6)
Wear rate value of the rim teeth may be represented as the sum of wears, from which they suffer during work with each gear wheel.
(7)
Then the longevity of the rim will be:
 (8)
(8)
Going on to the practical calculations, it should be noticed that the service life of the i-th gear wheel the rim teeth will wear on the value:
 (9)
(9)
Inserting into (3.12) from (3.8) we will get:
 (10)
(10)
 (11)
(11)
Expression (10) and formula (11) show that in spite of the different wear rate and longevity of gear wheel, wear rate of rim teeth during the service life of each gear wheel will be constant (∆S2i =const) and when all the other parameters are constant, it will be determined by the expression U20/U10. In expressions 5 and 7:
 (12)
(12)
Expressions (10) and (12) allow to determine ∆S2i and U1(2)iср on the initial stage of calculation.
Calculation of longevity creates no problems at set quantity of running-in regimes during service life (if the gear wheel is reinstalled one time for operation of teeth of another side, ri=2). In the case when τ time, in which the teeth sustain running-in regimes, is set, the task may be solved by means of stepwise approximation. Gear wheel longevity is determined correctly, if the condition  is kept.
is kept.
Evaluation of factors influencing the longevity of open tooth gear.
Influence of operative conditions.
There are cases when the teeth are worn from one and both sides, depending on operative conditions. Running-in regimes of wear teeth may sustain only twice during service life of gear wheel and through the intervals with duration of each τ.
Running-in of the teeth not more than twice within service life is possible if the repair of a mill is fulfilled on its working place (after assembling of gear wheel for working of teeth with one and then with another side).
More often running-in regimes in τ time take place when the repair of mill shell is fulfilled on the special stand. The gearing is displaced before sending the shell on the stand. Another shell is placed instead of the old one.
Newly arranged gearing during operation sustains running-in regime. Except technological conditions, the amount of running-in regimes depends generally on the reliability of equipment.
Technical failure of one of the mill units may lead to the necessity of dismounting of open tooth gear.
Analysis shows that optimal regimes of exploitation are the ones, under which the wear rate of active teeth surfaces of gear wheels at each side should not exceed 4 mm. Apart from the transfer module, the condition [∆S1] ≤ 8 mm must be fulfilled. For MMС-9000x3000 mill the assignment of wearing depth value for gear teeth [∆S1]=16 mm (8 mm at each side of the tooth) will lead to the reduction of longevity of gear wheels and rim up to 40%. Besides, it is necessary to use during exploitation the active surfaces of rim teeth of both sides. Non-observance of this condition will lead to the reduction of longevity of open tooth gear also up to 40%.
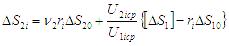
In conditions of Inguletskiy mining-and-processing integrated works rim teeth work with both sides. Layout of the mill allows the rim teeth to work with one side then another one, depending on the working place. But during diagramming of repair, the factor of uniform teeth wear is not considered. The mill with rim gets into the places, where teeth work with one side considerably oftener. The above mentioned shows the profile of rim teeth of МB-7000х2300 mill, received with the help of replica (figure 3).
Figure 3. Profiles of rim teeth of МB-7000х2300 mill during its exploitation in conditions of Inguletskiy mining-and-processing integrated works
The influence of abrasive contaminants concentration on the longevity of gear wheels.
As one may see from (2), (4) the concentration of mechanical impurities significantly influences on the wear rate. When reducing the amount of the impurities in 2, 3, 4 times, the velocity decreases in 1.6, 2, 2.5 times.
One may conclude from the analysis of expressions (5), (7) that wear rate reduction affects so much the less the longevity of gear wheels, the greater the role of running-in wear in common balance.
Statement of unsettled part of a task. Large-sized and coarse-grained tooth gears are of widespread occurrence in industry. For example, ball mills, suitable for crushing of various ores, coal, and other raw materials, are built up with open tooth gear, teeth module of which equals m=20…34 mm, face width b=600…1000 mm. They, similar to all exposed drives, work in conditions of impact-cyclical bearing pressures. Characteristic reasons of reduction of holding capacity are determined not only by weakening of a tooth at its bottom, fatigue spalling of contact surface and wear of tooth form. Damage of gear wheels may also arise in result of wavelike wear. This phenomenon is caused by plastic flow of surface coating as a result of cyclic contact in slide-rolling regime and also insufficient hardness. Key aspects during designing of gear wheels are the choice of material or the way of its hardening.
Formulation of work objective. Therefore, in relation to coarse-grained transmissions of spherical ore-pulverizing mills, it is necessary to specify the influence of mechanical-and-physical properties of materials of gear wheels on the wear-out rate during running-in and fixed uniform wear of contact teeth surfaces and also to prove the possibility of their productional surface plasma quenching.
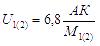
Statement of core material. During evaluation of influence of mechanical-and-physical properties of material of gear wheels, as it was mentioned before, in accordance with (2) the value, characterizing mechanical-and-physical properties of material of gear wheels , influences the velocity of abrasive wear. Value σ is the combined variable of parameter characterizing abrasive action of the medium. Therefore, σ is the function of hardness of active surfaces of teeth. That is why, considering the influence of mechanical-and-physical properties of materials, let us note that the wear rate:
, influences the velocity of abrasive wear. Value σ is the combined variable of parameter characterizing abrasive action of the medium. Therefore, σ is the function of hardness of active surfaces of teeth. That is why, considering the influence of mechanical-and-physical properties of materials, let us note that the wear rate:
 (13)
(13)
Increase of hardness of active surfaces of teeth causes the reduction of σ. As one may see from (13) the increase of teeth hardness of one of the wheels leads to the reduction of wear rate as the teeth of the other wheel of gear set.
Increase of hardness of active teeth surfaces of open gear wheels, besides it promotes the reduction of accompanying species of wear, increase of their contact hardness.
Experimental research of influence of hardness of active surfaces of teeth on their longevity was fulfilled in conditions of Pridneprovskiy hydroelectric power plant on Ш-50 mills. Gear teeth were exposed to case-hardening by high-frequency currents. In result of imperfection of production method, surface hardness of various teeth was different. During operation of gear wheel, wear rate of teeth was measured, depending on the hardness of their active surfaces. Experimental results are shown in the figure 4.
Therefore, increase of durability and longevity of coarse-grained tooth gear operation is of high priority for all machine builders.
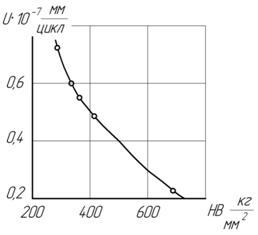
Figure 4. dependence of the wear rate of gear teeth on the hardness of their active surfaces (Sh-50mill, Pridneprovskiy hydroelectric power plant)
The above mentioned necessitates the researches of existing technologies for solution of task of performance incoordination, increase of service life, wear-resistance of working area of teeth of coarse-grained gear wheels. Upcoming trend here is work-hardening heat treatment of working area by concentrated energy flow [5]. The structures of hardening type, which are formed during flash heat and cooling, have high hardness, wear-resistance, crack strength.
Common use of known ways of work-hardening by concentrated energy flow (laser, cathode ray, cathode- ionic, etc) is restricted by high cost and complexity of equipment, its insufficient reliability and capacity, necessity of vacuum usage, special places with particular requirements, demand for qualified operation, high maintenance charges. In these conditions surface tempering by plasma arc is reasonable in parameters of generality, availability, environmental friendliness and economical efficiency for prolongation of service life of fast wearing parts [5]. Not changing surface roughness parameters, such heat treatment easily fits into production process of prepare and repair of parts, being a final stage, low-cost, rather productional and allows to increase their service durability effectively. Due to this the authors suggest to apply plasma hardening of the profile of gear wheel for increase of contact hardness of teeth working areas.
The aim of plasma tempering is the increase of service life of machine parts due to hardening of their surface coating (several mm in thickness) by thermal treatment of plasma arc at permanent common chemistry of material and retention of initial properties of material in the inner layers.
Hardening in result of high-speed local heating by plasma arc of surface coating to high temperatures (higher than АС3) and its rapid cooling with higher critical speed as a result of heat removing into deep layers (inner) of material. Being formed structures during flash heat and cooling of tempering type have high hardness, wear resistance and crack strength. Effect from plasma tempering is determined by increase of part service characteristics due to change of physical and mechanical characteristics of surface coating, because of formation of specific structure and phase metal content and also formation of compressive residual stresses on the surface.
Structural changes in common correspond to the occurring ones during volume tempering, but the velocities of heating and cooling cause changes of the relations between structural components, their morphology changes as a result of increased defectiveness of crystalline structure (increase of dislocation content, crushing of blocks and stress raisers in crystal latitude) [5].
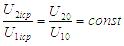
The purpose is to create the way of heat treatment (case-hardening) of gear wheels, which will allow to obtain variable hardness throughout the height of teeth, decreasing towards the spaces (fig.5). This allows to control the process of teeth wear with the aim to keep constant quality factors of catching of toothed wheels.
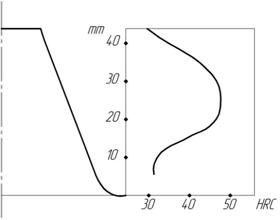
Figure 5. Change model of hardness of surface coating of gear teeth in result of hardening
The structure of hardened layer with high hardness and dispersability affects the changes of exploitation parameters of hardened materials - wear-resistance, mechanical properties (durability, plasticity, crack resistance and enduring quality), heat- and corrosion resistance.
Conclusions and development prospects
- Analysis of wear types and damage of teeth of open pairs of ore-pulverizing mills is fulfilled. Abrasive wear is stated to the main type. The main source of lubricant pollution is crushing products, which get in gearing as a pulp or crust from dusty air. Concentration of mechanical impurities in the lubricant including wear products makes in average by weight 34%.
- Experimental researches concerning teeth wear of open gears of ore-pulverizing mills are fulfilled. In result of processing and analysis of experimental data, the averaged values characterizing various stages of wear are obtained. The dependence of wear speed on teeth wear rate is stated. With the help of comparison of experimental wear rates with computed values characterizing geometry and cinematics of gearing, the parameter considering abrasive affect of medium and physical and mechanical properties of teeth material for experimental conditions is obtained. The last allowed to apply existing regularities of abrasive wear for engineering evaluation of wear of open gears of ore-pulverizing mills.
- Calculation method of open gear wheels of ore-pulverizing mills for wear, which considers the peculiarities of their exploitation, is developed. On the base of developed method, the analysis and estimation of factors influencing the longevity of open gear wheels is given. It is stated that only due to optimal conditions of operation while all other conditions remain constant, increase of service life of gear on mining-and-processing integrated works up to (20÷30%) is possible. Amount of running-in regimes affects the longevity detectably. During repair works of open gear in situ, which take place when the drum is not carried on the stand, at all other constant parameters, the longevity of gear increases up to 20%.
- 4.On the base of experimental data and developed calculation method of open pairs, it was set that the limit values of gear teeth wear and rim wear should be determined not by the ability to fulfill operational functions, but by economic considerations. Limit wear of gear wheel is restricted by fixed wear-out failure period and makes 3÷4mm from each tooth surface for gears under test. Increase of the value of allowed gear teeth wear leads to operation during catastrophic wear and decreases service life of gear considerably.
- 5. Method of plasma case-hardening for gear teeth of large module (m > 10 mm) is developed. Here not only flank surfaces of teeth are subjected to heating, but also material surface coating, placed near tooth spaces. This method is optimal with generality, availability, environmental friendliness and economical efficiency parameters. It allows to increase the service life of parts minimum in 1,5…2 times and reduce costs for maintenance and repair up to 40..50%. Besides, this technology is more productive and cheaper than the other methods of case-hardening (including high-frequency alternating current).
References
- Karagel'skiy I.V., Dobychin M.N., Kombalov V.S. Osnovy raschetov na trenie i iznos [Calculation basis for friction and wear]. Moscow, Mashinostroenie, 1977, 526 p.
- Natarov A.P. Issledovanie vliyaniya geometricheskikh parametrov zubchatykh peredach, rabotayushchikh v sredakh s nalichiem abraziva na ikh dolgovechnost': avtoreferat dis. na soiskanie nauch. stepeni kand. tekhn. nauk [Analysis of geometrical effects of gear wheels being operated in mediums with abrasive on their longevity]. Khar'kov, 1978. 28 p.
- Yampol'skiy G.Ya., Kragel'skiy I.V. Issledovanie abrazivnogo iznosa elementov par treniya kacheniya [Investigation of abrasive wear of tribological components of rolling]. Moscow, Nauka, 1973, 63 p.
- Yampol'skiy G.Ya., Natarov A.P. Raschet abrazivnogo iznosa zub'ev zubchatykh peredach [Calculation of abrasive wear of gear wheels]. Bryansk, 1975, 186-204 p.
- Nechaev V.P., Ryazantsev A.A. Modification of properties of surface coatings of heavy-loaded machine parts by means of plasma hardening (2012). Vіsnik Krivorіz'kogo natsіonal'nogo unіversitetu. Zbіrnik naukovikh prats'. No32 123-127 p.